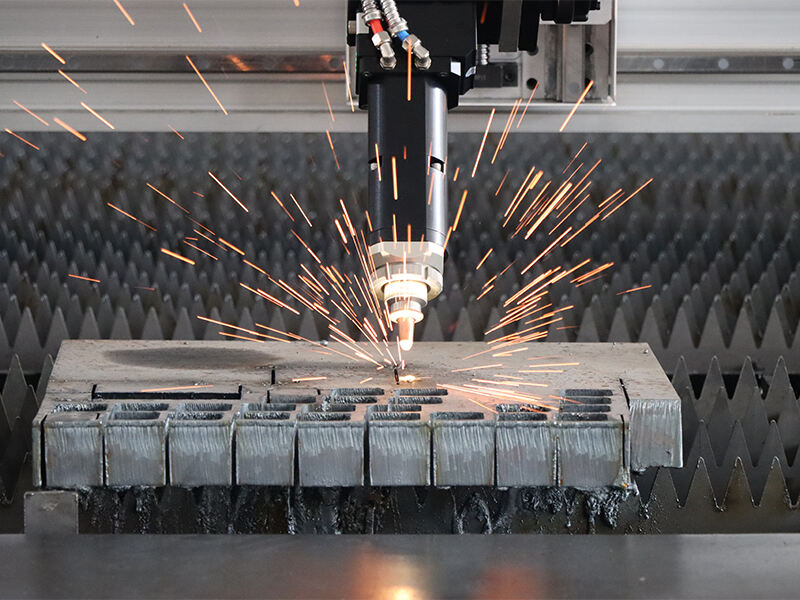
Paslanmaz çelik için lazer kesim, malzemenin düşük ısı iletkenliği, yüksek yansıtma oranı ve ısı etkilenmiş bölge (HAZ) renklenmesine duyarlılığı nedeniyle özel işlem parametreleri ve tasarım dikkatleri gerektirir. Parlak, oksidasyonsuz kenarlar elde etmek için 304, 316 ve 430 kalitelerinde paslanmaz çelikte azot yardımıyla fiber lazer teknolojisi standarttır. Bir ticari mutfak ekipmanı üreticisi için 1,5 mm kalınlığındaki 304 paslanmaz çeliğin azotla desteklenen lazer kesimine geçişi, kesim sonrası temizlik süresini %80 oranında azalttı – artık oksijenle kesilen kenarlardan oksit tabakasını zımparalamak gerekmiyor. Bu süreç, 1 mm paslanmaz çelik için 12 m/dk, 3 mm için 4 m/dk ve 6 mm için 1,2 m/dk kesim hızlarına ulaşırken, kesim yeri genişliği (kerf) 0,15–0,25 mm aralığında kalır. Farmasötik sektöründen bir vaka çalışması, steril işleme ekipmanları için 316L paslanmaz çelik plakaların lazerle kesilmesinin HAZ derinliğini 0,05 mm altına düşürdüğünü göstermektedir; bu, ASTM A262 Uygulama E testi ile doğrulanarak korozyon direncinin korunduğunu kanıtlamaktadır. Tasarımcılar, paslanmaz çeliğin daha yüksek termal genleşme katsayısını (16–18 µm/m·K; karbon çelik için 11–13) göz önünde bulundurmalıdır: 500 mm’den büyük parçalarda, soğuma sonrası takılma sorunlarını önlemek için birbirine geçmeli özelliklerde 0,1–0,2 mm boşluk bırakılması önerilir. İnce paslanmaz çelik folyosu (0,3–0,8 mm) için frekans modülasyonlu (500–2000 Hz) darbeli kesim, erime geri dönüşü olmadan drosssuz kenarlar sağlar. Bir tıbbi cihaz şirketi, 0,5 mm kalınlığındaki 304 paslanmaz çelikten cerrahi rehber plakaları üretirken bu tekniği kullanarak ±0,02 mm konumsal doğrulukla 0,4 mm’ye kadar küçük delik çapları gerçekleştirmiştir. Başka bir kritik husus, krom karbür çözeltilerinden kaynaklanan ‘samanyolu rengi’ HAZ renklenmesini önlemek amacıyla ısı girişini kontrol etmektir. Tasarım kılavuzları, minimum özellik aralığının malzeme kalınlığının 4 katı olmasını ve küçük parçalar için tam iskeletleme yerine ‘mikro-kesme bağlantıları’ (0,3 mm genişliğinde köprüler) kullanılmasını önerir. Dekoratif mimari paslanmaz çelik (fırçalanmış veya ayna yüzeyli) için lazer kesim işlemi, sıçramaların yapışmasını önlemek üzere her iki yüzeyine de koruyucu film uygulanmasını gerektirir. Bir otel lobisi ekranı üreticisi, #4 fırçalanmış yüzeyli 2 mm kalınlığındaki 316 paslanmaz çelik üzerinde bu filmi uygulayarak kesim sonrası temizliği yalnızca kenar taşlamaya indirgemiş ve metrekare başına 5 USD tasarruf sağlamıştır. Kalın paslanmaz çelik (10–25 mm) için yüksek güçlü fiber lazerler (12–20 kW) ile azot kullanımı kabul edilebilir kesim kalitesi sağlayabilir; ancak kenar pürüzlülüğü Ra 12–20 µm’ye yükselir. Kalın plakalar için alternatif bir yöntem, hız açısından 2–3 kat daha hızlı olan oksijen yardımıyla kesim sonrasında hafif taşlama işlemi uygulamaktır; bu, hijyenik yüzey bitimi gerektirmeyen endüstriyel bileşenler için kabul edilebilirdir. Hizmet sağlayıcısı, kenar pürüzlülüğünü ve HAZ derinliğini doğrulamak amacıyla optik mikroskoplarla süreç içi kalite kontrolleri yürütür. Prototiplemeden 1 ila 100.000+ adetlik üretim serilerine kadar paslanmaz çelik lazer kesimi, tutarlı ve tekrarlanabilir kalite sunar. Paslanmaz çelik sınıfınız, kalınlığınız ve yüzey bitiminizle ilgili gereksinimlerinizi – ayrıca ısıya duyarlı veya yansıtıcı alaşımlar için özel çözümleri de dahil olmak üzere – tartışmak üzere, detaylı süreç önerisi ve fiyat teklifi almak için lütfen sağlayıcıyla iletişime geçin.