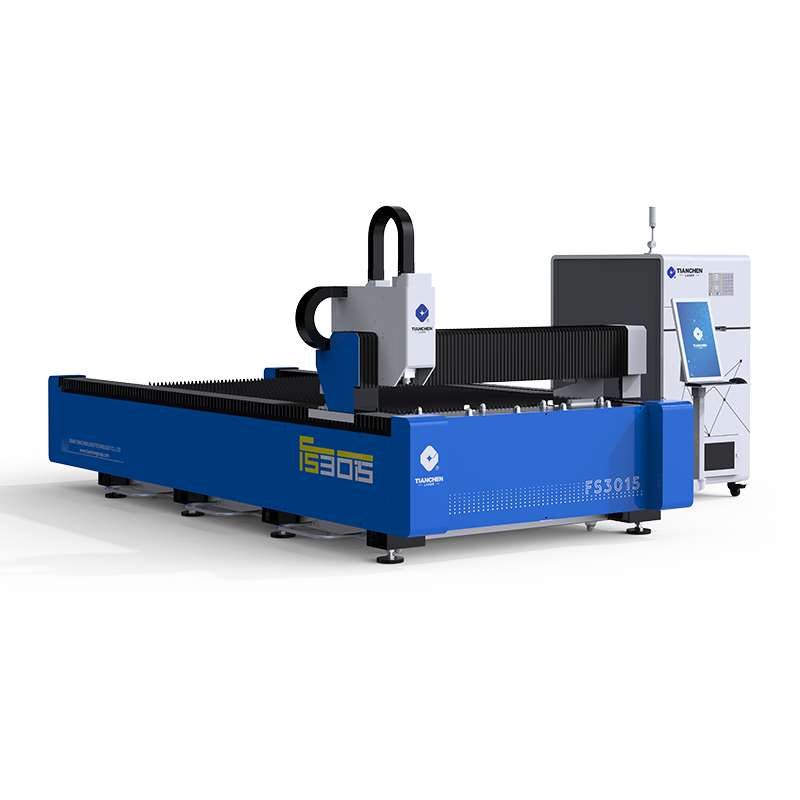
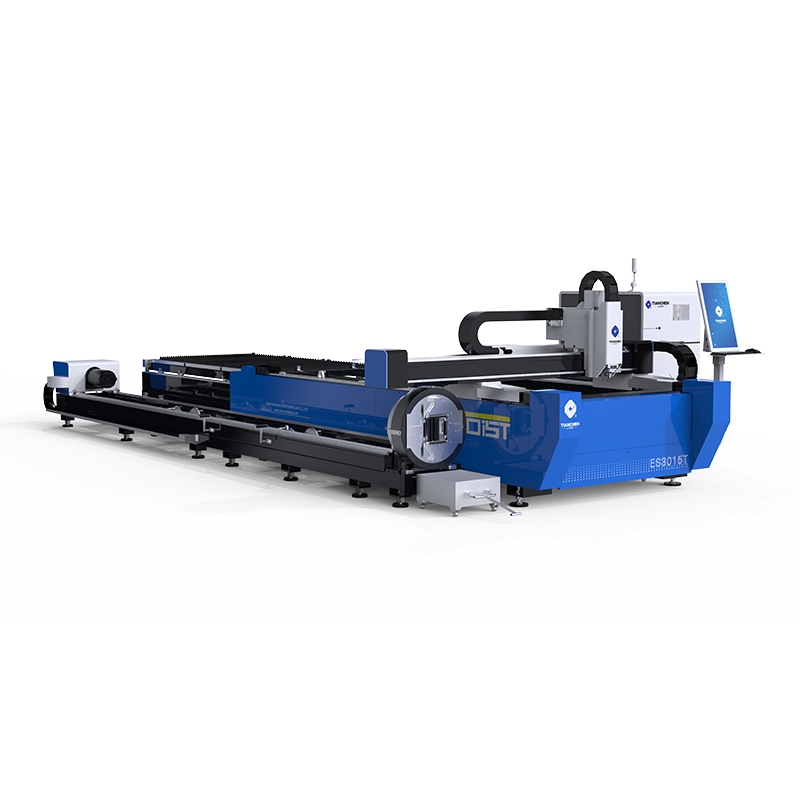
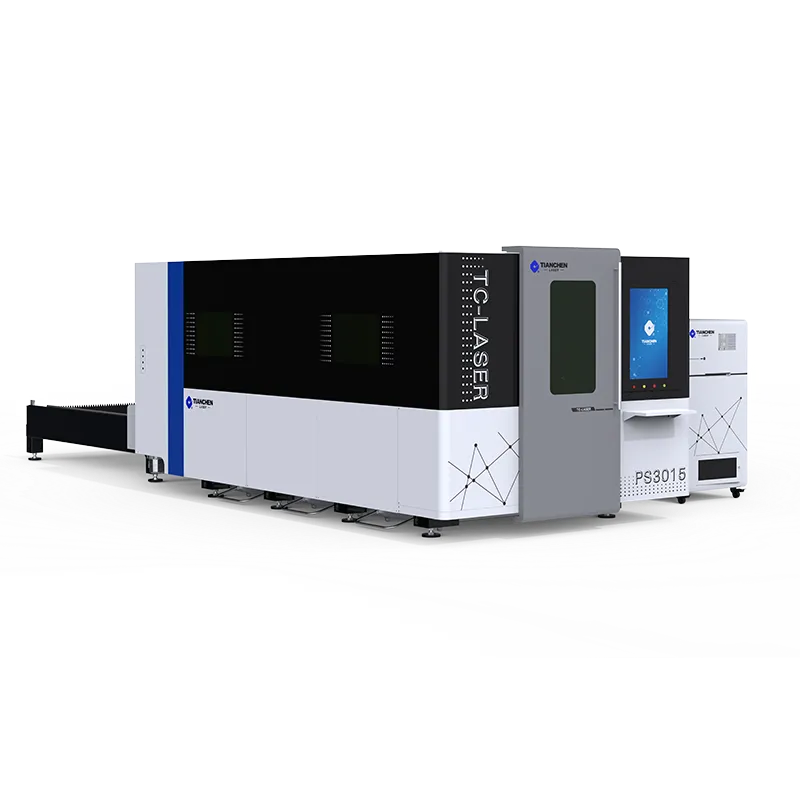
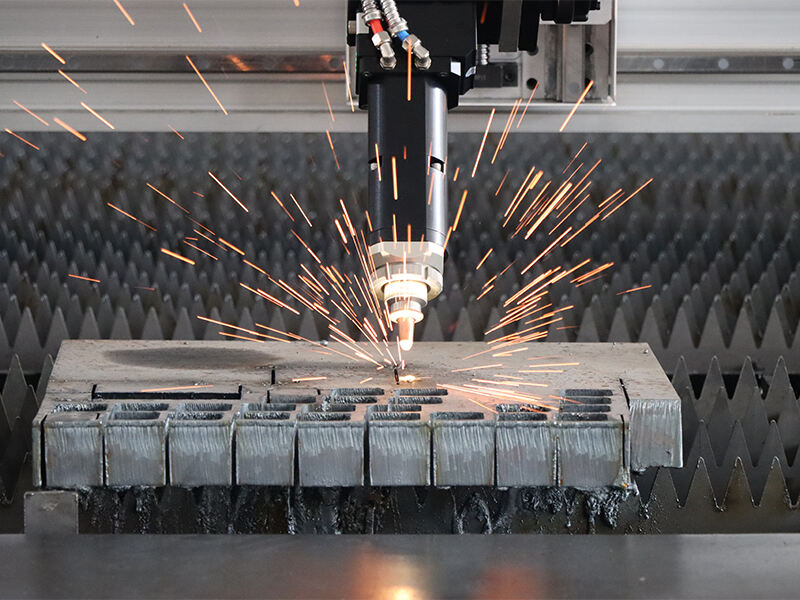
O projeto de corte a laser em aço exige considerações específicas para aços carbono, graus de aço de alta resistência com baixa liga (HSLA) e chapas resistentes ao desgaste (AR), equilibrando qualidade do corte, velocidade e integridade metalúrgica. Para aços-macios (A36, Q235), o projeto ideal utiliza oxigênio como gás auxiliar, o que gera uma reação exotérmica que acelera o corte, mas produz uma fina camada de óxido (0,05–0,1 mm) na borda cortada — aceitável para soldagem ou pintura. Os projetistas devem especificar uma compensação de fenda (kerf) de 0,2 mm para aço de 3 mm e de 0,4 mm para aço de 12 mm. Para aços HSLA, como o S690QL, é fundamental minimizar a entrada de calor: os detalhes do projeto devem manter, no mínimo, 3 mm entre trajetórias de corte para evitar alterações na dureza induzidas pela zona afetada pelo calor (ZAC). Um estudo de caso de um fabricante de guindastes mostra que a reformulação de chapas de reforço com filetes de 2 mm nos cantos internos (em vez de cantos vivos de 0 mm) reduziu a incidência de microfissuras de 8% para 0,2% após o corte a laser de aço S690 de 8 mm. Para chapas resistentes ao desgaste AR400 e AR500 (utilizadas em equipamentos de mineração e movimentação de terra), os projetistas devem evitar furos pequenos (com diâmetro inferior a 1,5× a espessura da chapa), pois o elevado teor equivalente de carbono pode causar endurecimento e fissuração localizados. Um fabricante de telas para mineração reformulou chapas AR400 de 15 mm, aumentando o diâmetro dos furos de 18 mm para 25 mm e adicionando arcos de entrada (lead-in) de 0,5 mm, alcançando um rendimento de 99%, contra 82% anteriormente. Outra regra essencial de projeto para aço refere-se à gestão da dissipação de calor: para chapas espessas (acima de 12 mm), o agrupamento (nesting) das peças com espaçamento de 8–10 mm permite resfriamento adequado entre os cortes, evitando deformações que poderiam exceder as tolerâncias de planicidade de ±1 mm/m. Para vigas estruturais de aço (vigas em I, vigas em H), o corte de perfis de furos para parafusos e recortes (cope cuts) deve levar em conta as tensões residuais — os projetos devem sequenciar os cortes para aliviar gradualmente essas tensões, por exemplo, cortando ranhuras antes de aberturas maiores. Uma oficina especializada em fabricação de pontes reduziu a deformação de vigas em 60% ao reformular as sequências de corte conforme recomendado pelo prestador de serviços. Os projetistas também devem especificar os requisitos de acabamento de borda: “como cortado” para a maioria das aplicações (rugosidade Ra de 6–12 μm), “sem rebarbas” (exige nitrogênio ou oxigênio de alta pressão, com aumento de custo de 15–20%) ou “acabamento usinado” (fresagem pós-corte). Para produção em grande volume de peças de aço (50.000+ peças por mês), a padronização do projeto — como o uso de diâmetros comuns de furos (8 mm, 10 mm, 12 mm) e raios de concordância (3 mm) — permite programação mais rápida e menor tempo de preparação. O prestador oferece ferramentas de análise DFM (Design for Manufacturing) que identificam automaticamente problemas específicos para aço, como nervuras finas não suportadas (<1,5× a espessura) ou densidade excessiva de furos. Para submeter seus projetos de corte a laser em aço à avaliação profissional quanto à viabilidade produtiva e otimização de custos, envie seus modelos CAD para análise.