
현대 제조 산업에서 금속 가공 효율성과 저장 유연성은 기업의 핵심 경쟁력으로 자리 잡고 있습니다. 1995년에 설립된 고기술 기업인 천천 레이저(Tianchen Laser)는 지난 29년 동안 전 세계 고객에게 금속 성형 및 자동화 생산 라인 솔루션을 제공해 왔습니다. 다양한 산업 분야에서 레이저 절단 작업장의 업그레이드가 진행됨에 따라 고효율 레이저 절단 기술과 지능형 금속 저장 타워의 통합은 필연적인 흐름이 되었으며, 천천 레이저는 그 전문성으로 이러한 변화를 선도하고 있습니다.
레이저 절단 작업장 업그레이드의 핵심 요구: 효율성과 유연성
기존 레이저 절단 작업장은 종종 재료 활용률이 낮고, 저장 관리가 번거우며, 절단 공정과 저장 프로세스 간 연계가 부족하는 등의 문제에 직면해 있다. 생산 비용 증가와 시장에서 정밀도에 대한 수요가 높아지는 상황 속에서, 높은 효율성과 유연성을 확보하기 위한 업그레이드는 기업들의 최우선 과제가 되었다. 금속 저장 타워는 작업장 물류 시스템의 중요한 구성 요소로서 원자재 및 완제품 보관을 담당할 뿐 아니라 레이저 절단 공정의 지속성과 안정성에도 직접적인 영향을 미친다.
톈천 레이저는 고객 중심의 접근 방식을 통해 다양한 산업 분야의 실제 요구를 깊이 이해하고 있습니다. 연간 10,000대 이상의 생산 능력을 갖춘 지능형 제조 기반은 맞춤형 저장 솔루션의 연구 개발 및 생산에 탄탄한 기반을 제공합니다. 회사의 사업은 100여 개국 이상에 걸쳐 있으며, 전 세계 고객과의 심도 있는 협력을 통해 공장 리모델링 경험을 풍부하게 축적해 왔으며, 특히 레이저 절단과 금속 저장 타워의 통합 분야에서 두각을 나타내고 있습니다.
톈천 레이저의 기술 지원: 금속 저장 타워의 진화를 주도하다
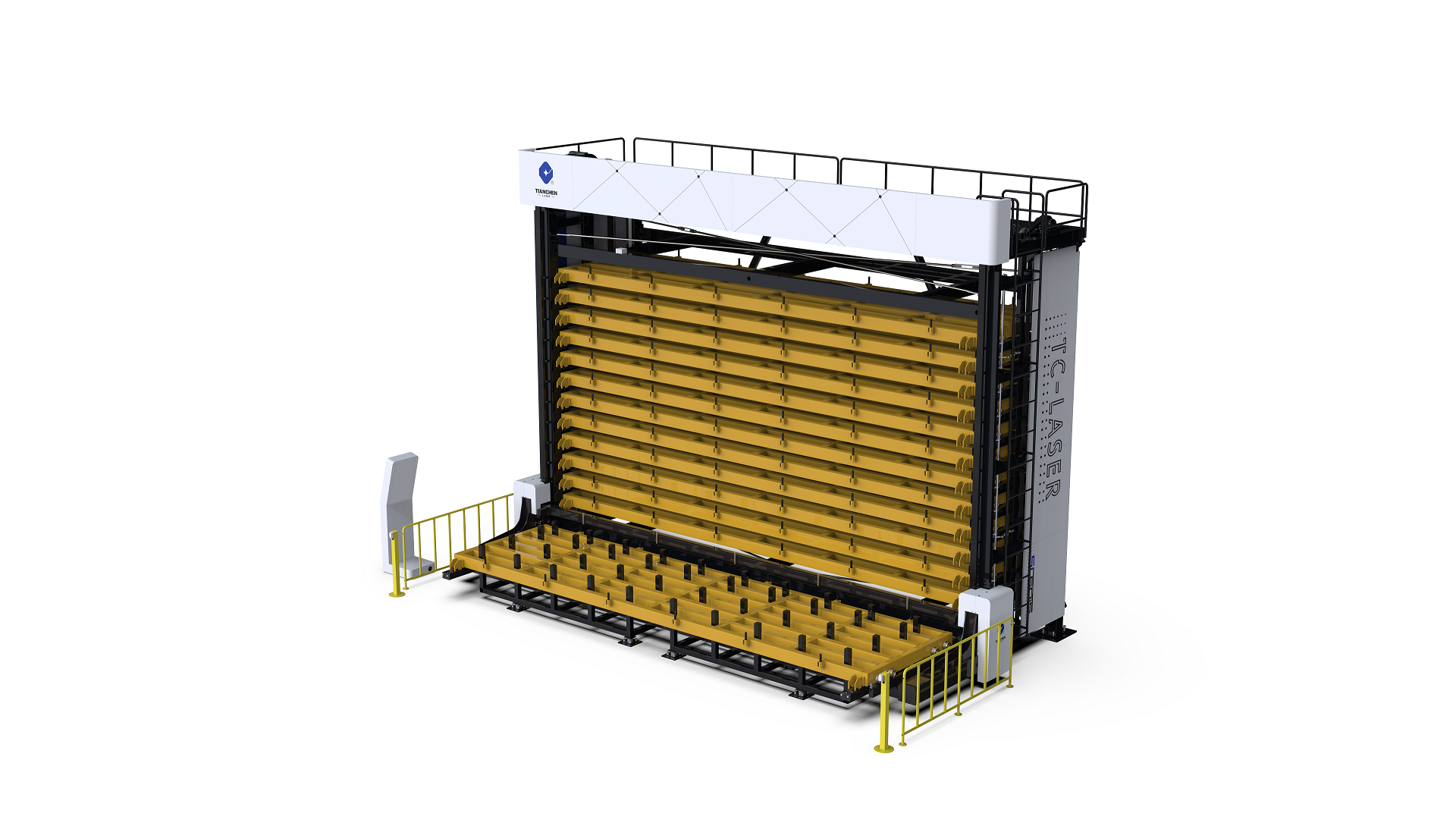
금속 저장 탑의 고효율 및 유연한 개발은 첨단 레이저 절단 기술의 지원 없이는 불가능합니다. 비용 효율적인 NS3015, 신뢰성 높은 M230, 대형 포맷 FB12525 등 천천 레이저(Tianchen Laser)의 전 제품군 레이저 절단기는 금속 저장 탑의 업그레이드를 위한 견고한 기술적 기반을 마련해주었습니다. 이러한 레이저 절단 장비는 고정밀도, 고효율 및 안정된 성능을 특징으로 하여 저장 탑의 가공된 금속 부품이 엄격한 품질 기준을 충족하도록 보장합니다.
또한, 톈청 레이저는 2019년 이후로 20개 이상의 소프트웨어 저작권 및 특허를 취득하며 지능형 제어 및 자동화 연결 기술 분야에서 지속적으로 혁신해 왔습니다. 회사가 독자적으로 개발한 자동화 타워 저장 장비는 다양한 레이저 절단기와 완벽하게 연동되어 자재 하역, 저장 및 반출 과정의 원활한 연결을 실현합니다. 이러한 통합은 수작업 개입을 줄이고 저장 효율을 향상시킬 뿐만 아니라 작업장의 유연성도 강화하여 기업이 생산 주문의 변화에 신속하게 대응할 수 있도록 지원합니다.
적용 사례: 금속 저장 타워가 다각 산업에 역량을 부여
천청 레이저의 레이저 절단 및 저장 통합 솔루션은 농업 기계, 중장비, 자동차 제조, 건설 산업 등 다양한 분야에 폭넓게 적용되고 있습니다. 자동차 제조 산업에서는 금속 부품에 대한 수요가 크고 다양하며, 천청의 레이저 절단기와 매칭된 지능형 금속 저장 타워를 통해 다양한 유형의 자동차 부품을 분류하고 보관함으로써 생산라인의 효율성을 향상시킬 수 있습니다. 건설 산업에서는 FB12525 같은 대형 포맷 레이저 절단기가 고용량 저장 타워와 협력하여 대규모 금속 구조 부품의 보관 수요를 충족시키고, 건설 프로젝트의 원활한 진행을 보장합니다.
품질 중심의 서비스 철학을 바탕으로, 텐чен 레이저는 다양한 산업 분야의 고객들에게 맞춤형 솔루션을 제공합니다. 소규모 작업장에서부터 대규모 제조 기업에 이르기까지 각각의 요구에 적합한 레이저 절단 및 저장 통합 계획을 제공받을 수 있습니다. 이러한 맞춤형 서비스는 전 세계 고객들로부터 널리 인정받았으며, 텐첸 레이저를 글로벌 레이저 절단 작업장 업그레이드 분야에서 신뢰할 수 있는 파트너로 자리매김하게 했습니다.
미래 트렌드: 레이저 절단과 저장의 지능형 통합
제조 산업이 지능화와 자동화로 나아가면서 레이저 절단 장비와 금속 저장 타워의 통합은 더욱 심화될 것입니다. 천천 레이저(Tianchen Laser)는 품질과 서비스 중심의 원칙을 계속해서 견지하며, 전문적인 R&D 팀에 기반해 기술 혁신을 지속할 것입니다. 앞으로 금속 저장 타워는 실시간 재고 모니터링, 자동 재고 보충, 지능형 스케줄링 등의 기능을 갖추어 더욱 지능화되며, 레이저 절단기와 긴밀히 연계되어 완전한 자동화 생산 생태계를 형성하게 될 것입니다.
29년 동안 천천 레이저(Tianchen Laser)는 레이저 산업에서 급속도로 성장하였으며, 사업은 전 세계 100여 개 국가 및 지역으로 확장되었습니다. 레이저 절단 작업장 업그레이드의 흐름 속에서 회사는 앞으로도 풍부한 경험과 선진 기술, 고품질 제품을 바탕으로 글로벌 고객들이 금속 저장 탑의 고효율 및 유연한 개발을 달성할 수 있도록 지원하며, 기업의 지속 가능한 발전을 위한 더 큰 가치 창출에 기여할 것입니다.