레이저 절단 기계가 금속 가공의 정밀도를 확보하는 열쇠인가?
현대 제조업의 빠르게 변화하는 환경에서, 금속가공의 정밀도는 더 이상 사치가 아니라 필수 조건입니다. 완벽하게 맞아야 하는 자동차 부품에서부터 극한의 조건을 견뎌야 하는 항공우주 부품에 이르기까지, 고성능을 요구하는 니즈는 날로 증가하고 있습니다.
더 보기
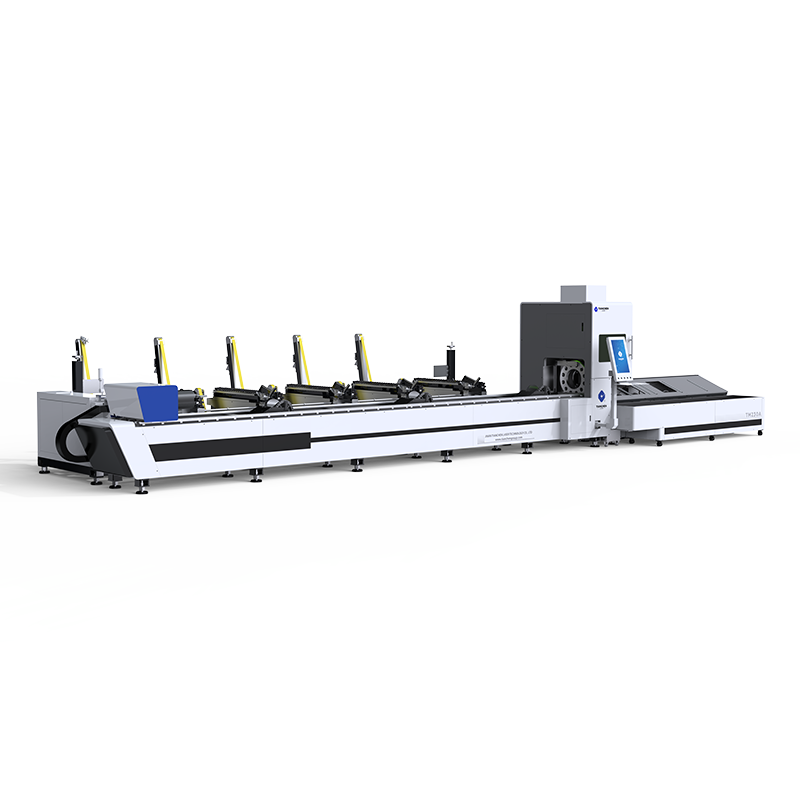
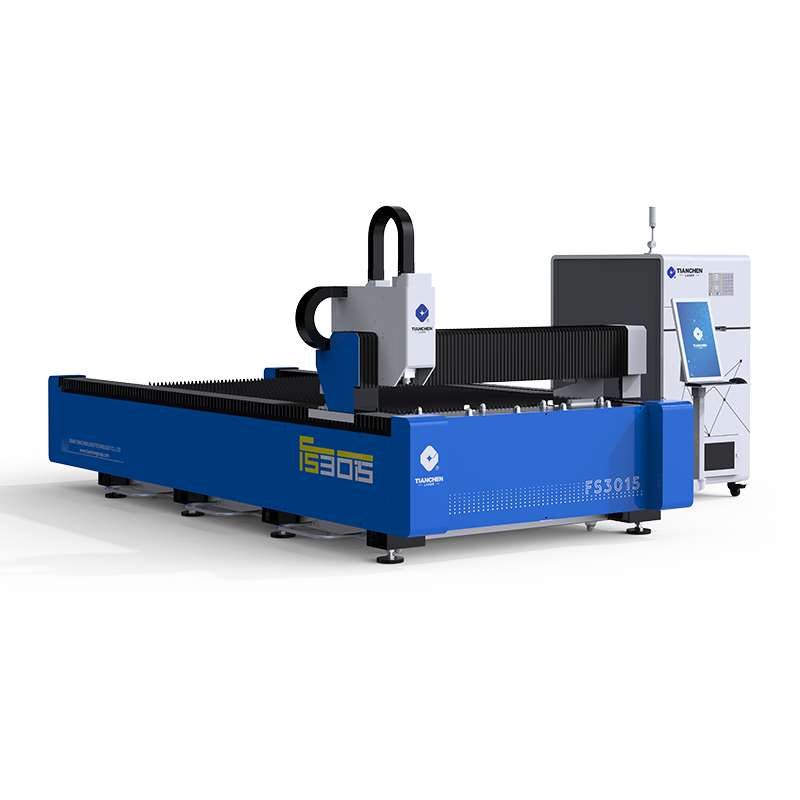
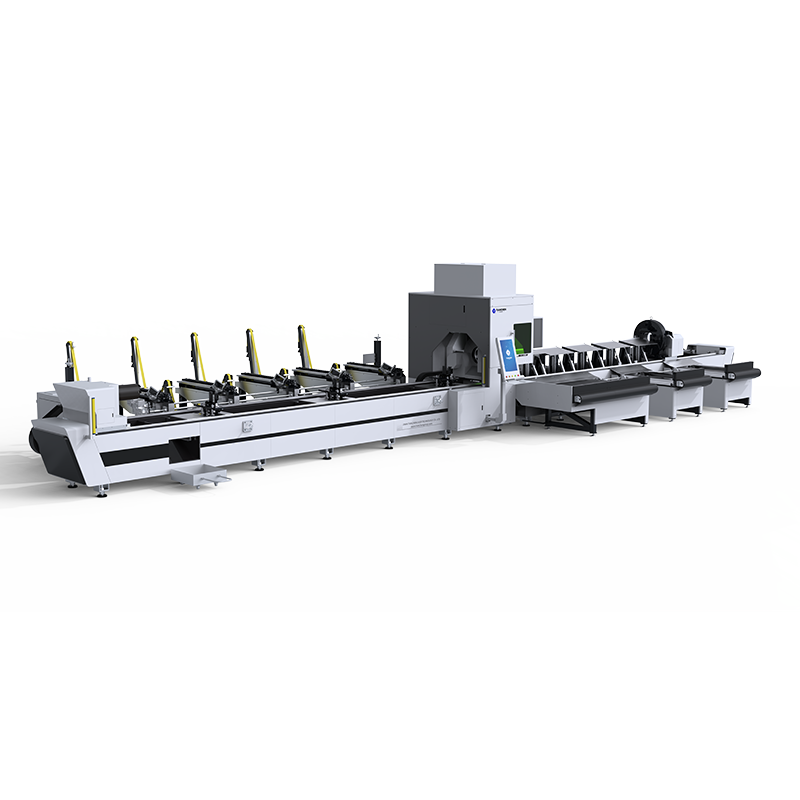
레이저 절단 속도는 일반적으로 분당 미터(m/min)로 측정되며, 절단 헤드가 부품의 윤곽을 따라 이동하는 속도를 의미하는 중요한 생산성 지표입니다. 그러나 이 값은 단독으로 평가할 수 없으며, 재료의 종류, 두께, 요구되는 절단면 품질 및 레이저 출력과 본질적으로 연결되어 있습니다. 예를 들어, 6kW의 파이버 레이저는 1mm 두께의 저탄소강을 30m/min 이상의 속도로 절단할 수 있지만, 15mm 두께의 저탄소강을 완전히 관통하고 깨끗한 절단면을 얻기 위해서는 약 1.5m/min의 속도가 필요할 수 있습니다. 일반적으로 더 높은 레이저 출력은 두꺼운 재료에 대해 더 빠른 절단 속도를 가능하게 하지만, 각각의 재료-두께 조합마다 최적의 절단 속도 범위가 존재합니다. 너무 느리게 절단하면 과도한 열 축적이 발생하여 HAZ(열영향부위)가 넓어지고 절단면 품질이 저하되며, 반대로 너무 빠르게 절단하면 절단 미완료 또는 난제거성 슬래그(dross) 부착 현상이 발생할 수 있습니다. 또한 부품 형상의 복잡성은 급격한 모서리에서 기계가 감속해야 하므로 평균 절단 속도에도 영향을 미칩니다. 천천 레이저(Tianchen Laser)의 고급 CNC 시스템은 선제 제어(look-ahead) 기능을 탑재하여 가속 및 감속을 최적화함으로써 전체 처리량을 극대화합니다. 귀사의 구체적인 적용 사례에 따른 절단 속도 데이터와 당사 장비가 생산 사이클 시간을 어떻게 최적화할 수 있는지 확인하시려면 재료 사양을 제공해 주시고, 상세한 성능 차트를 위해 문의해 주시기 바랍니다.

05
Jan
31
Dec
31
Dec

저작권 © 2024 JINAN TIANCHEN LASER TECHNOLOGY CO.,LTD 소유






