レーザー切断機は金属加工の精密さを実現する鍵となるのか?
現代の製造業界において、金属加工の精度はもはや贅沢ではなく必須である。シームレスに適合しなければならない自動車部品から、過酷な環境に耐えなければならない航空宇宙部品まで、高精度な…
さらに表示
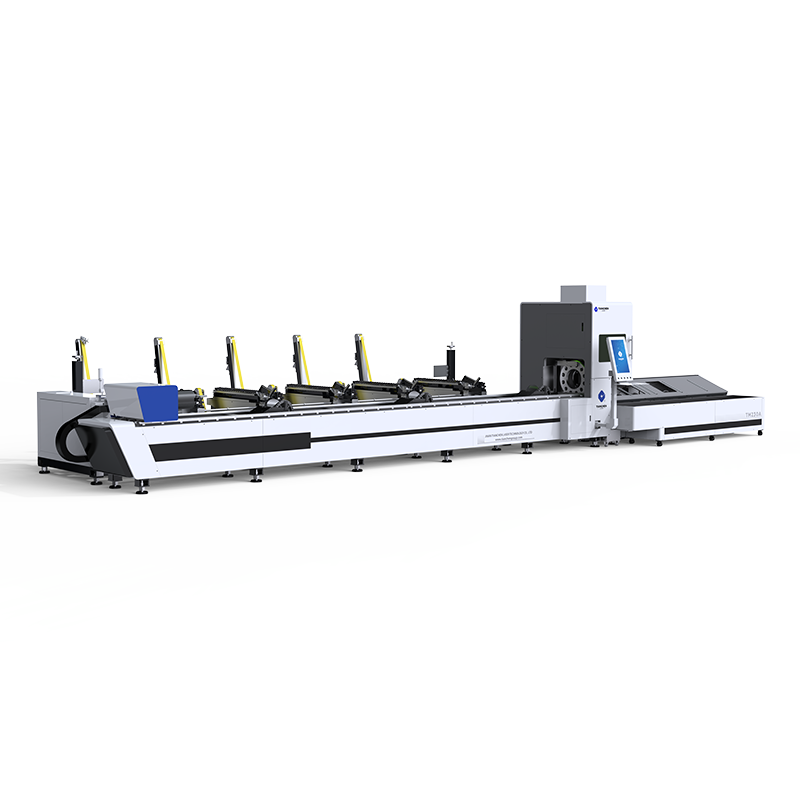
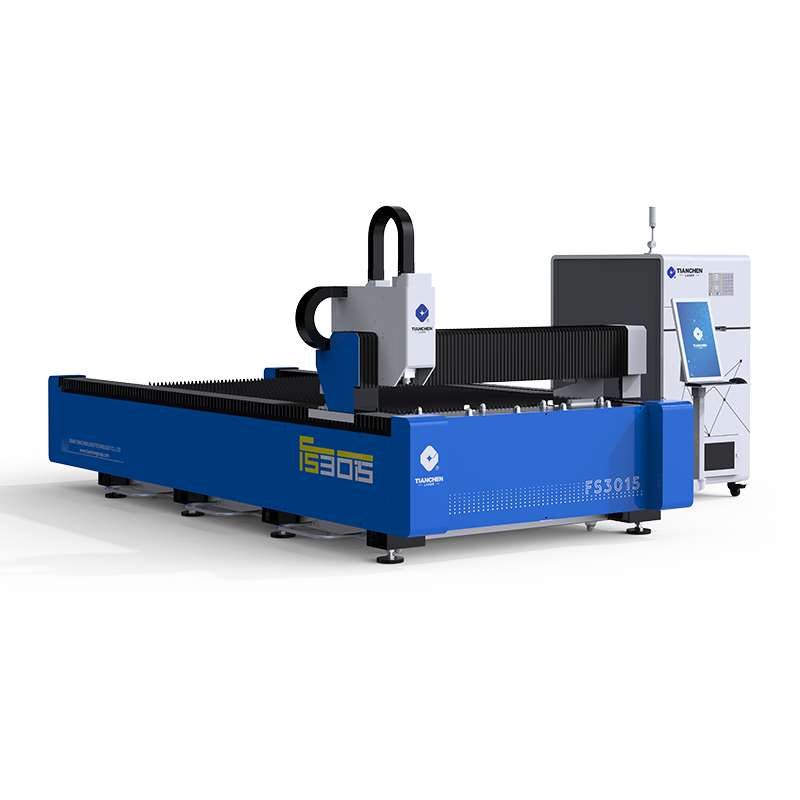
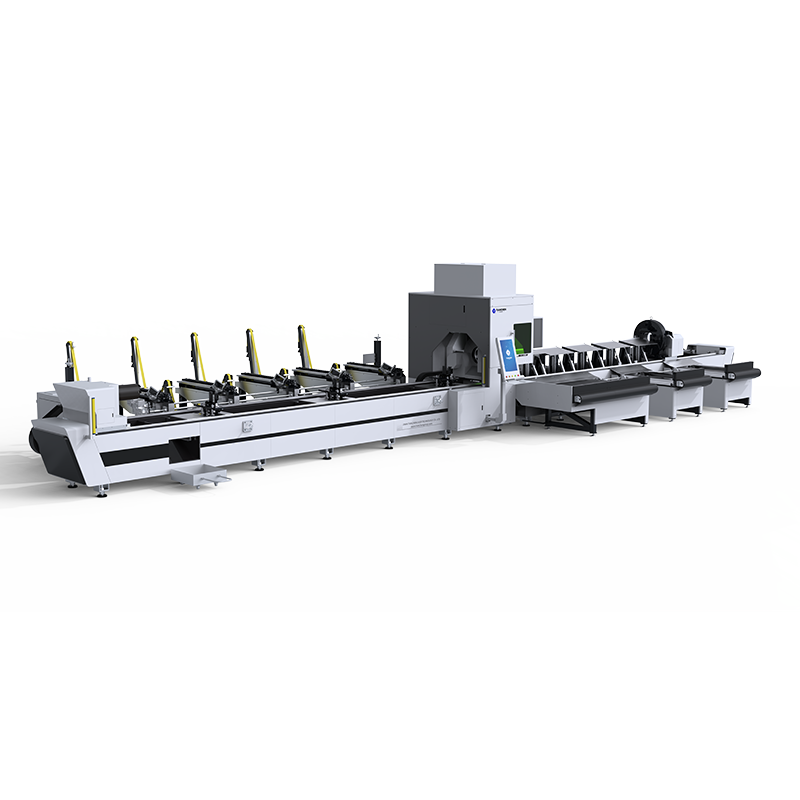
レーザー切断速度は通常、毎分メートル(m/min)で測定され、加工ヘッドが部品の輪郭に沿って移動する速度を示す重要な生産性指標です。しかし、この値は単独で決まるものではなく、材料の種類、板厚、所望の切断面品質、およびレーザー出力と密接に関連しています。例えば、6kWのファイバーレーザーは1mm厚の軟鋼を30 m/minを超える速度で切断できますが、15mm厚の軟鋼を完全に貫通し、きれいな切断を行うには約1.5 m/minの速度が必要になる場合があります。一般的に、高出力のレーザーは厚板材に対してより高速な切断を可能にしますが、各材料と板厚の組み合わせには最適な速度範囲が存在します。切断速度が遅すぎると過剰な熱が蓄積し、熱影響域(HAZ)が広くなり、切断面品質が低下します。一方、速度が速すぎると切断不完全やスラグの付着といった問題が発生する可能性があります。また、部品の形状が複雑である場合、鋭角部分での減速が必要となるため、平均速度にも影響を与えます。天辰レーザーの高度なCNCシステムは、先読み機能(look-ahead)を備えており、加速・減速を最適化することで全体の生産効率を最大化します。お客様の用途における具体的な切断速度データや、当社の機械が生産サイクル時間をどのように最適化できるかについて詳しく知りたい場合は、材料の仕様をご提供いただき、詳細な性能チャートをご請求ください。

05
Jan
31
Dec
31
Dec

Copyright © 2024 by JINAN TIANCHEN LASER TECHNOLOGY CO.,LTD






