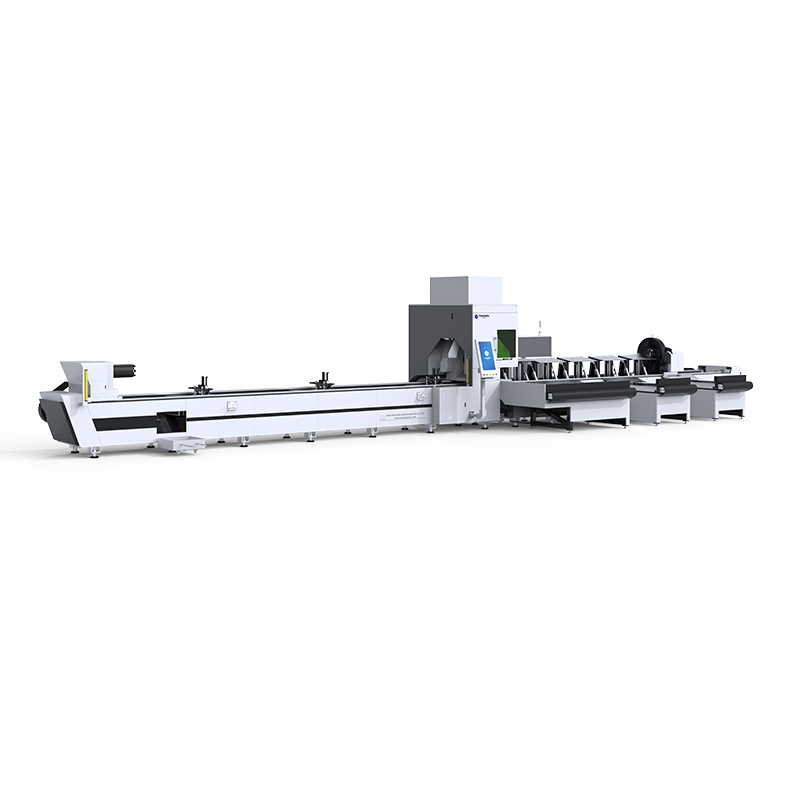
La technologie de découpe laser de tubes a révolutionné le traitement des profilés creux en permettant la réalisation de géométries complexes – y compris des perçages, des fentes, des coupes biaises et des contours – en une seule opération, sans nécessiter plusieurs mises en position ni des outillages dédiés. Ce procédé traite les tubes ronds (diamètre extérieur de 10 à 300 mm), les tubes carrés ou rectangulaires (largeur de 10 à 300 mm) ainsi que des profilés sur mesure (profilé en C, angle, ovale), pouvant atteindre jusqu’à 8 mètres de longueur. Un avantage clé réside dans la capacité à effectuer des découpes à n’importe quel angle de rotation : un mandrin rotatif indexe le tube tandis qu’une tête de découpe laser 3D se déplace le long de l’axe, assurant une précision angulaire de ±0,3 degré et une précision axiale de ±0,1 mm. Pour un fabricant de systèmes d’échappement automobile, la découpe laser de tubes a permis de réduire de 65 % le temps de production de 5 000 collecteurs d’échappement : chaque tube de 2,5 m recevait 6 fentes, 4 perçages et une extrémité biaise à 45 degrés en 45 secondes, contre 4 minutes avec une scie, une perceuse et une fraiseuse. Une étude de cas issue du secteur de l’équipement sportif montre que la découpe laser de tubes en acier carrés de 50 mm destinés aux cadres de machines de musculation a éliminé le besoin de 12 gabarits de perçage distincts, réduisant ainsi les coûts d’outillage de 18 000 $ par an. Le procédé accepte divers matériaux, notamment l’acier au carbone (épaisseur de paroi jusqu’à 10 mm), l’acier inoxydable (jusqu’à 8 mm), l’aluminium (jusqu’à 12 mm) et les alliages de cuivre (jusqu’à 5 mm). Pour les applications structurelles, la découpe laser de tubes produit des extrémités biseautées (30°, 45° ou angles personnalisés) afin de préparer les soudures, conformément à la norme AWS D1.1. Un fournisseur du secteur pétrolier et gazier a utilisé la découpe laser de tubes pour traiter 600 tuyaux de classe 40 (longueur de 6 m, diamètre extérieur de 168 mm) avec des extrémités biseautées et des perçages d’alignement, obtenant un taux d’acceptation à 100 % lors du premier contrôle de soudure. Une autre application innovante est le « perçage rotatif », consistant à réaliser des perçages s’enroulant autour de la circonférence du tube, tels que des fentes hélicoïdales pour vis sans fin ou des perforations de drainage pour les tamis de traitement des eaux. Un fabricant d’auges agricoles a découpé 2 000 tubes équipés de fentes hélicoïdales à 4 départs (largeur de 12 mm, profondeur de 3 mm) avec un pas de 200 mm, supprimant ainsi une opération de fraisage coûteuse. La technologie prend également en charge la « formage d’extrémité », où le laser découpe un profil complexe à l’extrémité du tube (par exemple, une forme à languette-et-ranure ou une transition arrondie), permettant aux tubes de s’emboîter sans supports supplémentaires. Pour les productions à haut volume (plus de 100 000 pièces par an), des systèmes de chargement automatisés traitent des barres de 6 mètres provenant d’un magasin, avec des temps de cycle inférieurs à 20 secondes par découpe. Même des séries prototypes aussi petites qu’une seule pièce restent économiquement viables, puisqu’aucun outillage dur n’est requis. Avec une capacité annuelle de découpe laser de tubes dépassant 500 000 mètres de tubes traités, et un réseau mondial de services couvrant 100 pays, les fabricants peuvent compter sur des délais de livraison rapides et une qualité constante. Pour obtenir un devis adapté à vos spécifications de tubes – notamment diamètre, épaisseur de paroi, matériau, types de découpes et volume annuel – contactez le prestataire avec vos plans CAO ou vos dessins cotés.