Tianchen Laser: Professional Metal Laser Cutting Solutions & High-Quality Machines
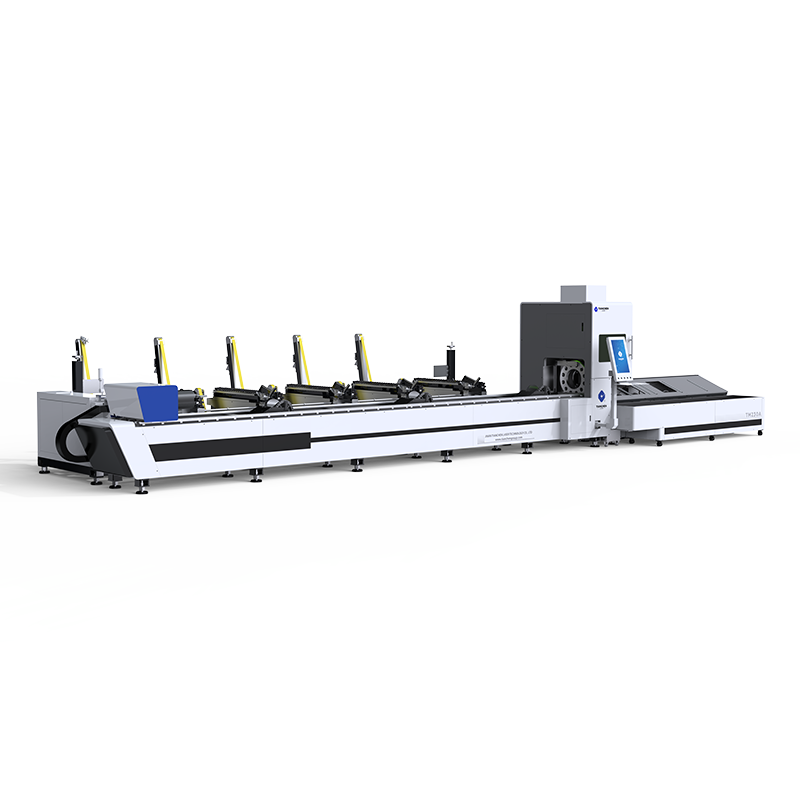
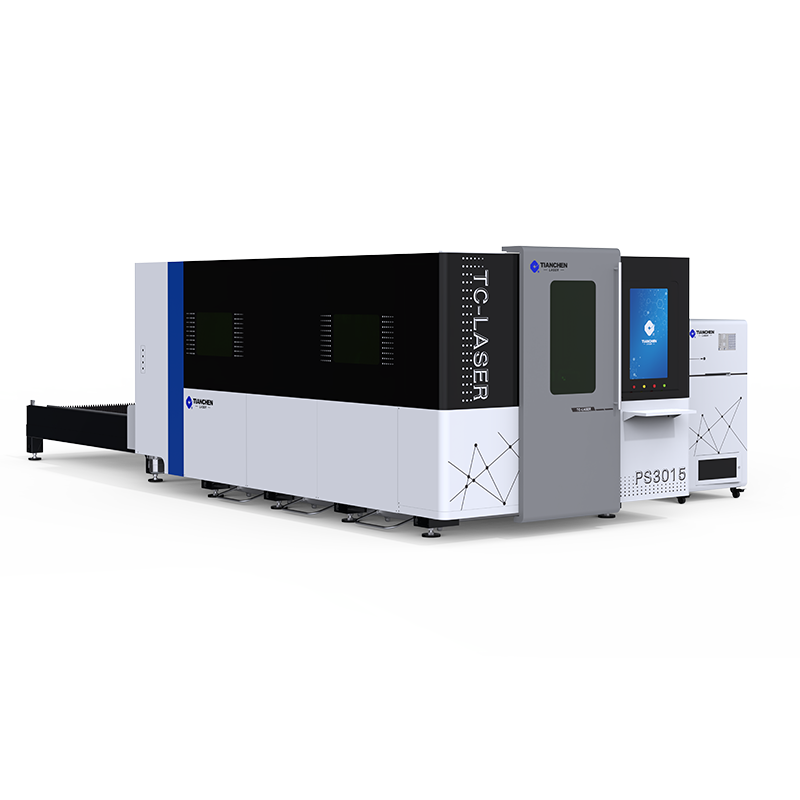
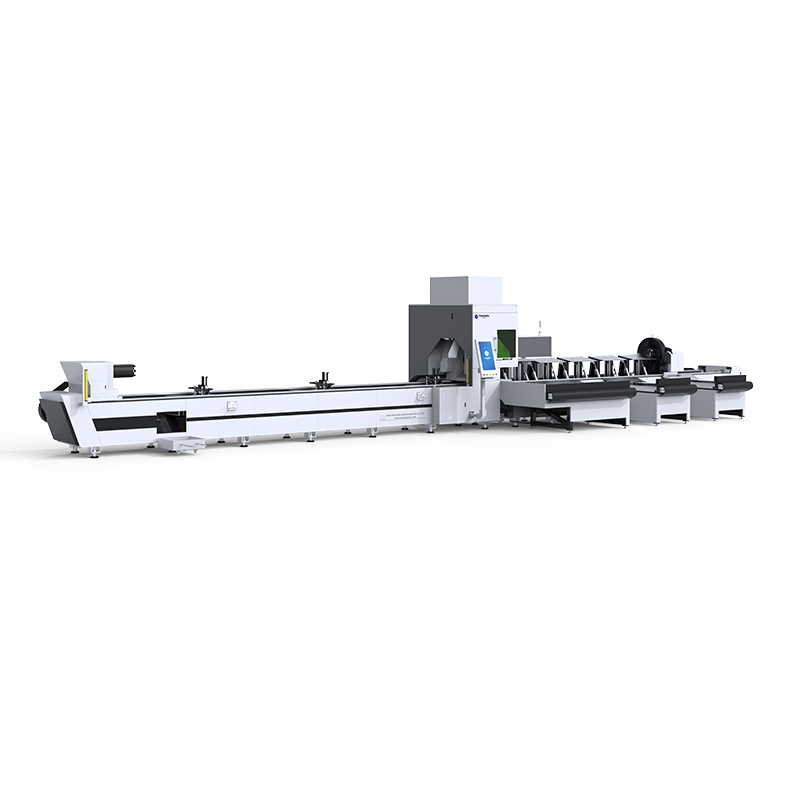
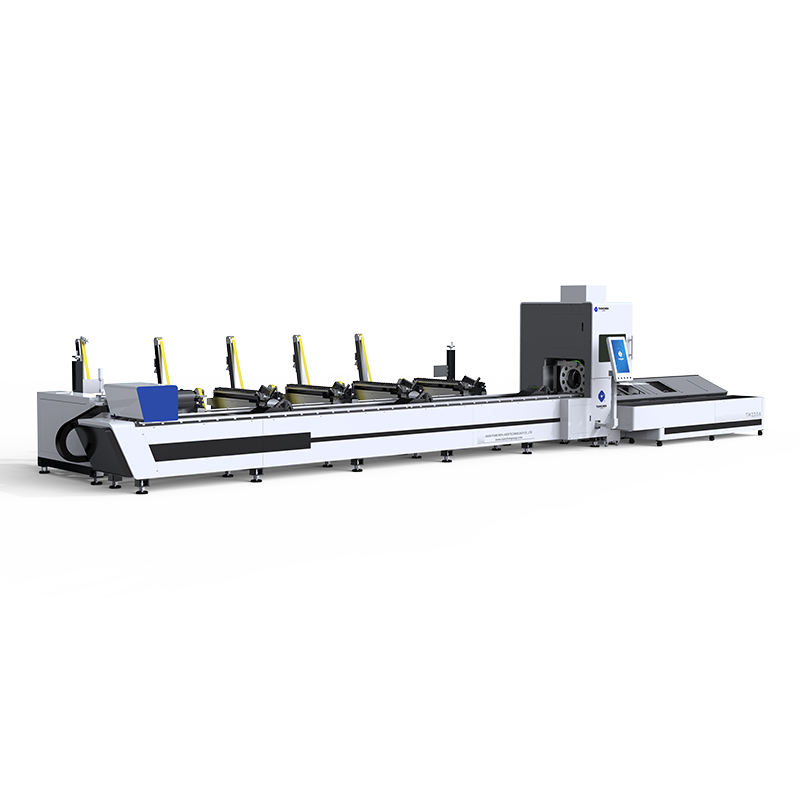
Tianchen Laser, a wholly-owned subsidiary of Jinan Tianchen Group (founded in 1995), is a leading enterprise specializing in metal laser cutting. We provide a full range of metal laser cutting machines, including the cost-effective NS3015, reliable M230, large-format FB12525, and advanced PM3015, covering P SERIES, FB SERIES, TM SERIES, and FS SERIES. Our machines feature high precision, efficiency, and stable performance, serving industries such as Agricultural Machinery, Heavy Machinery, Automotive Manufacturing, and Construction. With an intelligent manufacturing base, annual production capacity of over 10,000 units, and business in more than 100 countries/regions, we offer one-stop solutions: customized services, fast delivery, and quality assurance. We also provide supporting equipment like automated tower storage for metal laser cutting processes, and hold over 20 software copyrights and patents, dedicated to meeting global customers' metal laser cutting needs.
Get A Quote