
Trong lĩnh vực sản xuất công nghiệp, các vật liệu kim loại có độ dày từ 1-50mm thuộc nhóm được sử dụng rộng rãi nhất. Từ các bộ phận máy móc nông nghiệp, linh kiện ô tô đến khung máy hạng nặng và các thanh định hình xây dựng, chúng bao phủ gần như tất cả các tình huống cốt lõi trong sản xuất thiết bị. Tuy nhiên, quá trình gia công kim loại trong phạm vi độ dày này từ lâu đã đối mặt với những khó khăn như "khó cân bằng giữa độ chính xác và hiệu suất" và "khó dung hòa giữa chi phí và chất lượng". Phương pháp cắt plasma truyền thống thường gây ra vết cắt thô và biến dạng nhiệt khi xử lý các kim loại dày trên 20mm, trong khi cắt cơ khí lại khó đáp ứng nhu cầu linh hoạt khi chuyển đổi giữa các vật liệu mỏng và dày từ 1-50mm, đồng thời tỷ lệ hao mòn vật tư tiêu hao khá cao. Sự xuất hiện của các máy cắt laser sợi quang, đặc biệt là các sản phẩm series do Tianchen Laser ra mắt, đã mang đến một giải pháp lý tưởng cho việc gia công vật liệu kim loại 1-50mm.
1. Các điểm đau cốt lõi trong xử lý vật liệu kim loại 1-50mm và khả năng thích ứng của cắt bằng tia laser
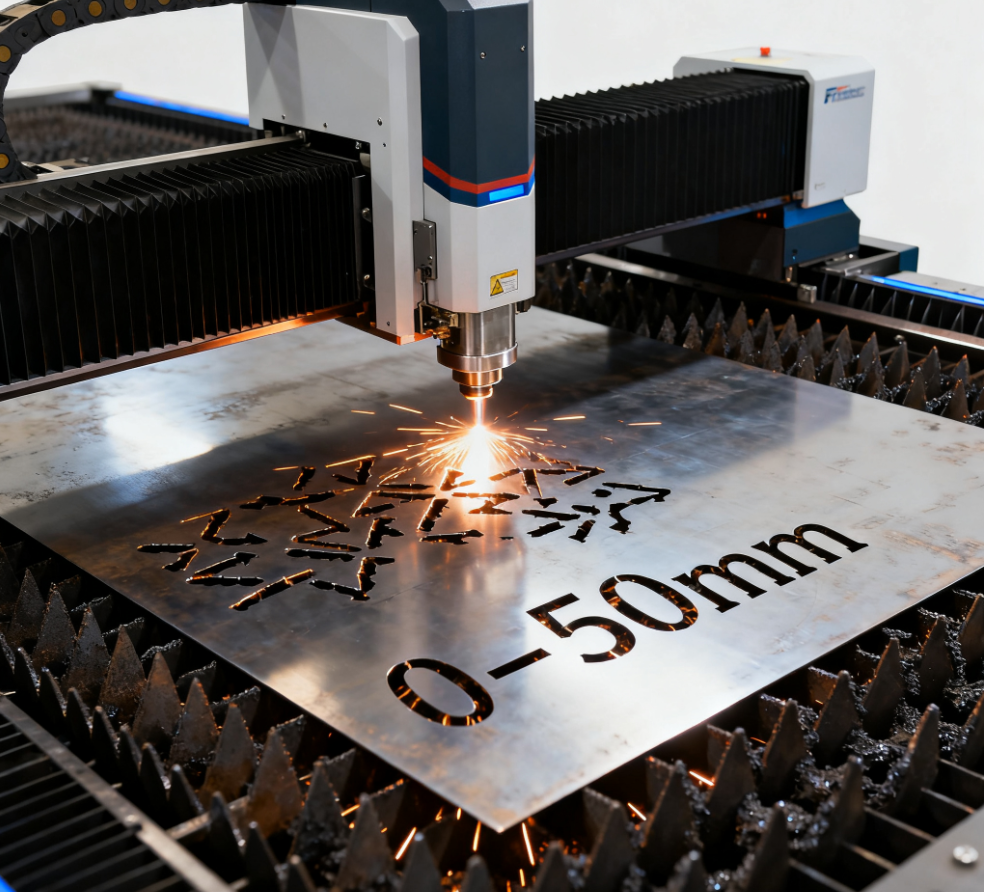
Nhu cầu xử lý vật liệu kim loại 1-50mm có đặc điểm là "phạm vi rộng và đa dạng các tình huống": các tấm kim loại mỏng khoảng 1mm đòi hỏi độ chính xác cắt ở cấp micron, trong khi các tấm thép carbon và thép không gỉ dày lên đến 50mm cần đủ công suất cắt và độ ổn định. Những nhược điểm của các phương pháp xử lý truyền thống đặc biệt rõ ràng trong phạm vi này:
- Cắt plasma: Mặc dù có thể cắt kim loại dày trên 30mm, nhưng nhiệt độ cao sẽ gây oxy hóa và biến dạng mép kim loại, dẫn đến phải mài lại lần hai, làm tăng chi phí quy trình;
- Cắt bằng cưa cơ học: Khi xử lý kim loại mỏng 1-10mm, vật liệu dễ bị cong vênh do áp lực quá lớn, và chi phí về thời gian thay đổi dụng cụ sẽ làm giảm hiệu suất tổng thể;
- Cắt bằng tia nước: Mặc dù có thể cân bằng giữa độ chính xác và độ dày, nhưng thiết bị này có chi phí vận hành cao và tốc độ chậm, khó đáp ứng nhu cầu sản xuất hàng loạt.
Ngược lại, công nghệ cắt laser sợi với tính năng "cắt lạnh" có thể hiệu quả tránh được biến dạng nhiệt, đạt độ chính xác cắt lên tới ±0,03mm, tốc độ cắt nhanh gấp 2-3 lần phương pháp truyền thống. Quan trọng hơn, máy cắt laser sợi có thể linh hoạt thích ứng với các vật liệu kim loại có độ dày khác nhau từ 1-50mm (như thép carbon, thép không gỉ, hợp kim nhôm, v.v.) bằng cách điều chỉnh thông số, mà không cần thường xuyên thay thế thiết bị hay phụ kiện, từ đó giải quyết hoàn hảo vấn đề "phạm vi" trong gia công truyền thống. Là doanh nghiệp hoạt động sâu rộng trong lĩnh vực thiết bị laser suốt 29 năm, sản phẩm của Tianchen Laser có sự định hướng mạnh mẽ hơn trong khả năng thích ứng xử lý kim loại 1-50mm.
2. Máy Cắt Laser Sợi Tianchen: Ưu Thế Kỹ Thuật Trong Xử Lý Kim Loại 1-50mm
Thành lập năm 1995, Tianchen Laser luôn tập trung vào nghiên cứu và phát triển cũng như sản xuất thiết bị laser thông minh. Các sản phẩm cốt lõi của công ty có năng lực sản xuất hàng năm trên 10.000 đơn vị, và hoạt động kinh doanh trải rộng trên hơn 100 quốc gia và khu vực trên toàn thế giới. Đối với xử lý vật liệu kim loại từ 1-50mm, dòng máy cắt laser sợi của công ty đã tạo ra lợi thế khác biệt thông qua đổi mới công nghệ:
- Dòng sản phẩm đầy đủ, đáp ứng các nhu cầu cắt độ dày khác nhau : Tianchen Laser có đầy đủ dòng sản phẩm bao gồm P Series, FB Series, TM Series và FS Series, có thể phù hợp chính xác với các tình huống gia công kim loại từ 1-50mm. Ví dụ, mẫu NS3015, với tư cách là lựa chọn tiết kiệm chi phí, phù hợp để gia công hàng loạt kim loại mỏng đến trung bình từ 1-20mm, cân bằng giữa chất lượng và chi phí; mẫu PM3015 được trang bị công nghệ cắt laser tiên tiến, nâng cao hiệu quả cắt kim loại dày từ 20-50mm và có thể tăng tốc độ cắt thép carbon 50mm lên gấp 1,5 lần so với thiết bị truyền thống; máy cắt laser cỡ lớn FB12525 có thể xử lý các phôi kim loại lớn từ 1-50mm, đáp ứng nhu cầu gia công quy mô lớn của ngành cơ khí nặng và xây dựng.
- Các công nghệ cốt lõi đảm bảo độ chính xác và ổn định : Các máy cắt laser sợi Tianchen được trang bị hệ thống theo dõi servo và chức năng vượt chướng ngại vật bằng kẹp phía trước. Hệ thống trước có thể thích ứng thời gian thực với chiều cao cắt của vật liệu kim loại từ 1-50mm với các độ dày khác nhau, tránh sai lệch khi cắt do dao động độ dày vật liệu; chức năng sau giúp giảm lãng phí vật liệu, đặc biệt khi xử lý cuộn kim loại mỏng từ 1-5mm, tăng tỷ lệ sử dụng vật liệu hơn 10%. Ngoài ra, thiết bị sử dụng linh kiện cốt lõi nhập khẩu nguyên bản, kết hợp với các thiết bị kiểm tra độ chính xác cao như giao thoa kế laser và thanh bi, đảm bảo độ chính xác cắt ổn định lâu dài cho từng máy.
- Khả năng giao hàng nhanh chóng và tùy chỉnh hiệu quả : Dựa trên cơ sở sản xuất thông minh, Tianchen Laser có thể thực hiện sản xuất và giao hàng nhanh chóng các thiết bị gia công kim loại độ dày 1-50mm, rút ngắn chu kỳ giao hàng của các mẫu thông thường xuống còn 7-15 ngày; đồng thời, đối với các ngành đặc biệt (như gia công hợp kim đặc biệt 10-30mm cho các bộ phận hàng không vũ trụ), có thể cung cấp các giải pháp tùy chỉnh, điều chỉnh các thông số như công suất laser và đường cắt để đáp ứng nhu cầu cá nhân hóa.
3. Các Thực Tiễn Ứng Dụng Của Máy Cắt Laser Sợi Tianchen Trong Gia Công Kim Loại 1-50mm Trên Nhiều Ngành
Với khả năng thích ứng với vật liệu kim loại độ dày 1-50mm, các máy cắt laser sợi Tianchen đã được sử dụng rộng rãi trong bốn ngành cốt lõi để giải quyết các vấn đề gia công thực tế:
- Ngành công nghiệp máy móc nông nghiệp : Các khung kim loại và bộ phận gieo giống của máy móc nông nghiệp chủ yếu sử dụng thép carbon dày 10-30mm. Máy cắt laser sợi NS3015 của Tianchen có thể đạt được độ chính xác cao trong cắt, các vết cắt không cần xử lý thứ cấp, trực tiếp đáp ứng nhu cầu hàn, tăng hiệu suất sản xuất lên 30%;
- Ngành sản xuất ô tô : Các bộ phận khung gầm ô tô và ống xả sử dụng thép không gỉ và hợp kim nhôm dày 5-25mm. Khả năng cắt tốc độ cao của mẫu PM3015 của Tianchen có thể thực hiện gia công hàng loạt hơn 500 chi tiết mỗi ngày, với các mép cắt mịn, giảm chi phí đánh bóng về sau;
- Ngành công nghiệp máy móc nặng : Các cần tay của máy xúc và cần cẩu chủ yếu sử dụng tấm thép dày 30-50mm. Máy cắt laser sợi định dạng lớn FB12525 của Tianchen có thể hoàn thành việc cắt các chi tiết lớn một lần, tránh sai số độ chính xác do xử lý từng đoạn, đồng thời nâng tỷ lệ đạt chuẩn lên 99,5%;
- Ngành Công Nghiệp Xây Dựng : Các kết cấu thép xây dựng và khung tường rèm sử dụng các thanh kim loại có độ dày từ 15-40mm. Máy cắt laser sợi quang Tianchen có thể thực hiện việc cắt các hình dạng phức tạp, thích ứng với thiết kế cá nhân hóa của các công trình hiện đại, đồng thời đáp ứng các yêu cầu về kết cấu như khả năng chịu áp lực gió và tải trọng.
4. Bốn lý do cốt lõi để lựa chọn máy cắt laser sợi quang Tianchen cho vật liệu kim loại 1-50mm
Đối với các doanh nghiệp cần gia công vật liệu kim loại từ 1-50mm, việc lựa chọn máy cắt laser sợi quang Tianchen về cơ bản đồng nghĩa với việc lựa chọn một giải pháp gia công "ổn định, hiệu quả và chi phí thấp":
- Đảm bảo chất lượng : Laser Tianchen là doanh nghiệp công nghệ cao cấp quốc gia, sở hữu hơn 20 bản quyền phần mềm và bằng sáng chế. Sản phẩm của công ty đã đạt chứng nhận hệ thống quản lý chất lượng ISO9001 và nhiều năm liền giành được các giải thưởng cấp tỉnh và cấp quốc gia. Uy tín chất lượng của hãng đã được thị trường kiểm chứng trong suốt 29 năm;
- Mạng dịch vụ toàn cầu : Với hoạt động kinh doanh tại hơn 100 quốc gia và khu vực, Tianchen Laser có các trung tâm dịch vụ sau bán hàng tại các thị trường chính, cung cấp hỗ trợ kỹ thuật 24 giờ. Dù là lắp đặt và hiệu chỉnh thiết bị hay tối ưu hóa thông số gia công từ 1-50mm, đều có thể phản hồi nhanh chóng;
- Lợi thế về chi phí : Thông qua sản xuất quy mô lớn và nghiên cứu phát triển độc lập, Tianchen Laser giảm chi phí mua sắm thiết bị. Đồng thời, mức tiêu thụ năng lượng của cắt laser chỉ bằng 1/3 so với cắt plasma, giúp tiết kiệm đáng kể chi phí vận hành trong sử dụng dài hạn, đặc biệt phù hợp với các tình huống gia công số lượng lớn kim loại từ 1-50mm.
Tóm lại, trong lĩnh vực gia công vật liệu kim loại từ 1-50mm, máy cắt laser sợi quang Tianchen đã trở thành lựa chọn lý tưởng cho các doanh nghiệp nhằm nâng cao hiệu quả gia công và giảm chi phí nhờ những ưu thế "phủ sóng toàn bộ dòng sản phẩm, độ chính xác ổn định cao và khả năng thích ứng đa ngành". Dù là sản xuất số lượng lớn cho các doanh nghiệp vừa và nhỏ hay các nhu cầu tùy chỉnh cho doanh nghiệp lớn, Tianchen Laser đều có thể cung cấp các giải pháp phù hợp, góp phần thúc đẩy nâng cấp sản xuất công nghiệp.
Mục lục
- 1. Các điểm đau cốt lõi trong xử lý vật liệu kim loại 1-50mm và khả năng thích ứng của cắt bằng tia laser
- 2. Máy Cắt Laser Sợi Tianchen: Ưu Thế Kỹ Thuật Trong Xử Lý Kim Loại 1-50mm
- 3. Các Thực Tiễn Ứng Dụng Của Máy Cắt Laser Sợi Tianchen Trong Gia Công Kim Loại 1-50mm Trên Nhiều Ngành
- 4. Bốn lý do cốt lõi để lựa chọn máy cắt laser sợi quang Tianchen cho vật liệu kim loại 1-50mm