Tianchen Laser: Giải Pháp Cắt Kim Loại Bằng Tia Laser Chuyên Nghiệp & Máy Chất Lượng Cao
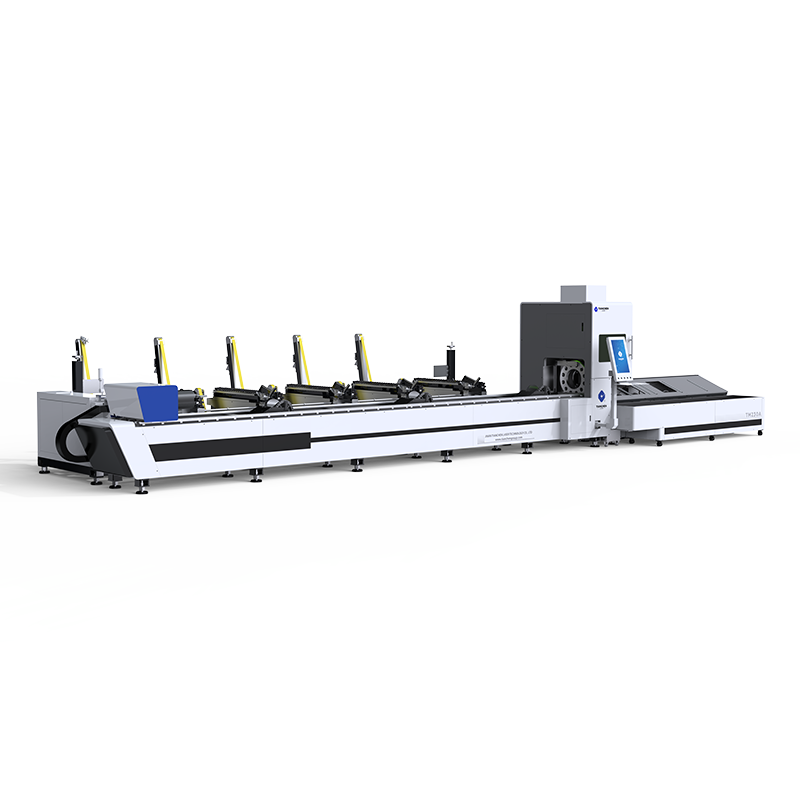
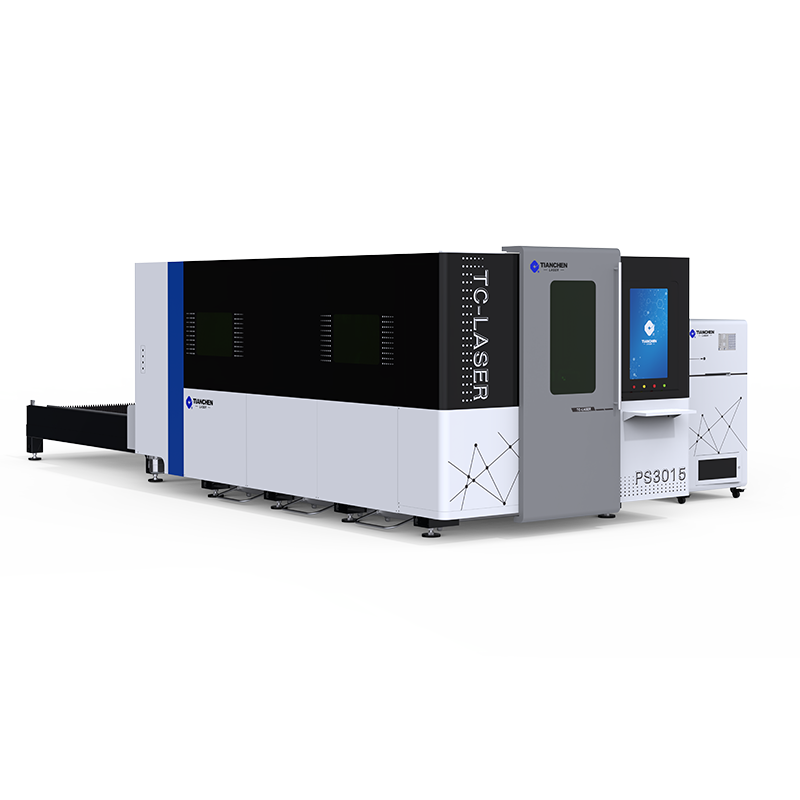
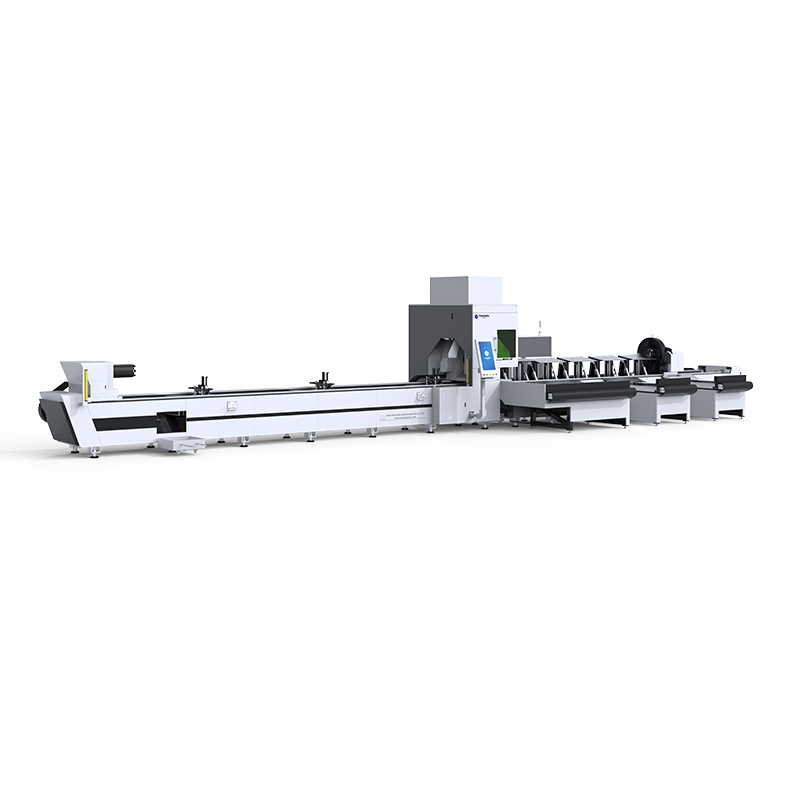
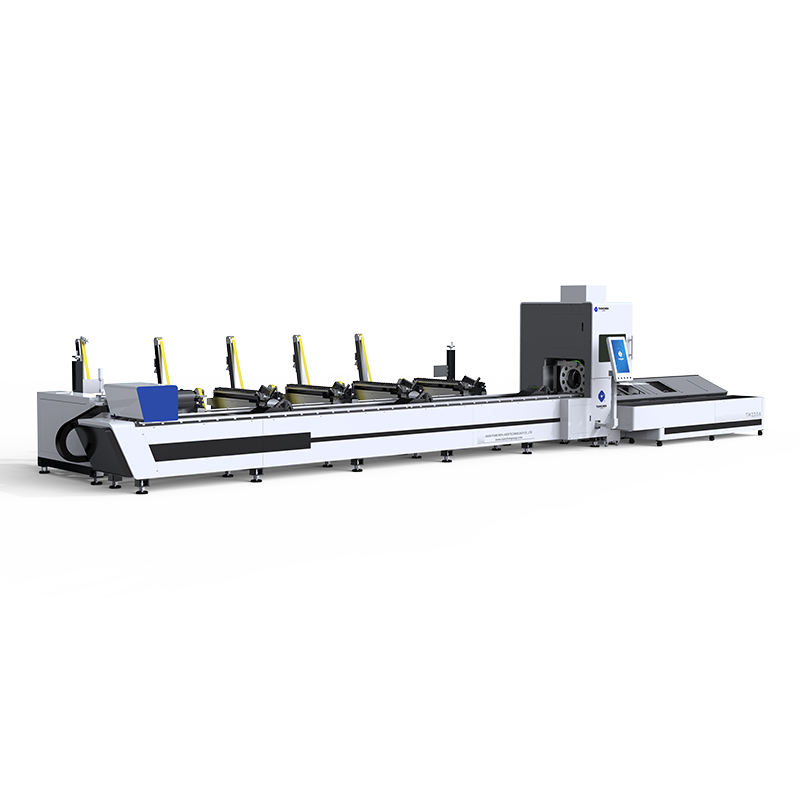
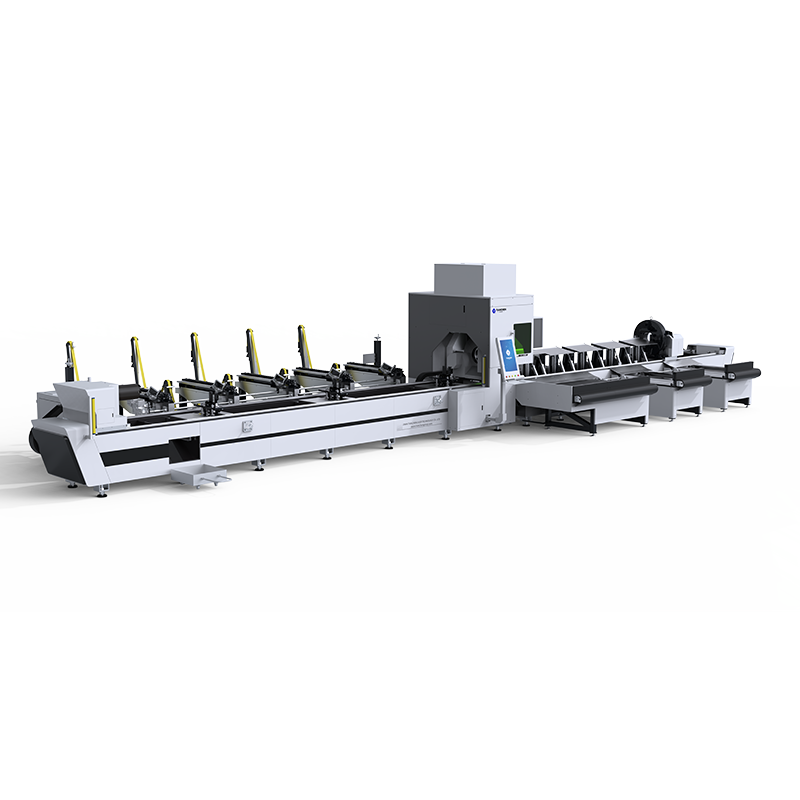
Tianchen Laser, một công ty con toàn quyền thuộc Tập đoàn Jinan Tianchen (thành lập năm 1995), là doanh nghiệp hàng đầu chuyên về cắt kim loại bằng laser. Chúng tôi cung cấp đầy đủ các dòng máy cắt laser kim loại, bao gồm NS3015 tiết kiệm chi phí, M230 đáng tin cậy, FB12525 định dạng lớn và PM3015 tiên tiến, phủ khắp các dòng P SERIES, FB SERIES, TM SERIES và FS SERIES. Các máy của chúng tôi có độ chính xác cao, hiệu suất tốt và hoạt động ổn định, phục vụ trong các ngành như Máy móc Nông nghiệp, Máy móc Nặng, Sản xuất Ô tô và Xây dựng. Với cơ sở sản xuất thông minh, năng lực sản xuất hàng năm trên 10.000 đơn vị và kinh doanh tại hơn 100 quốc gia/vùng lãnh thổ, chúng tôi cung cấp giải pháp trọn gói: dịch vụ tùy chỉnh, giao hàng nhanh chóng và đảm bảo chất lượng. Chúng tôi cũng cung cấp các thiết bị hỗ trợ như hệ thống lưu trữ tháp tự động cho quy trình cắt laser kim loại, đồng thời sở hữu hơn 20 bản quyền phần mềm và bằng sáng chế, cam kết đáp ứng mọi nhu cầu cắt laser kim loại của khách hàng toàn cầu.
Yêu cầu báo giá