Tianchen Laser: Profesyonel Metal Lazer Kesim Çözümleri ve Yüksek Kaliteli Makineler
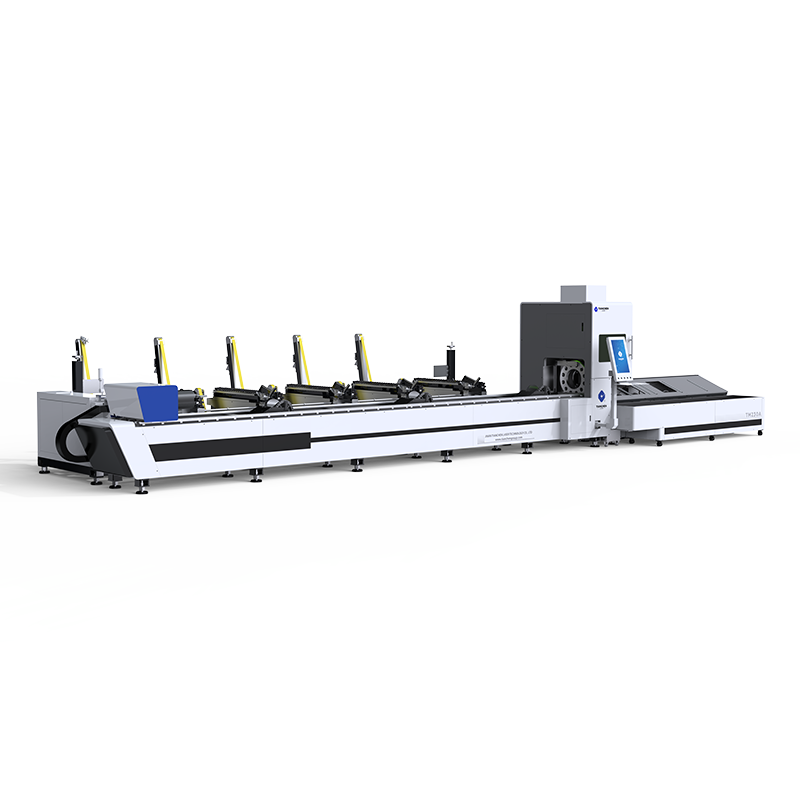
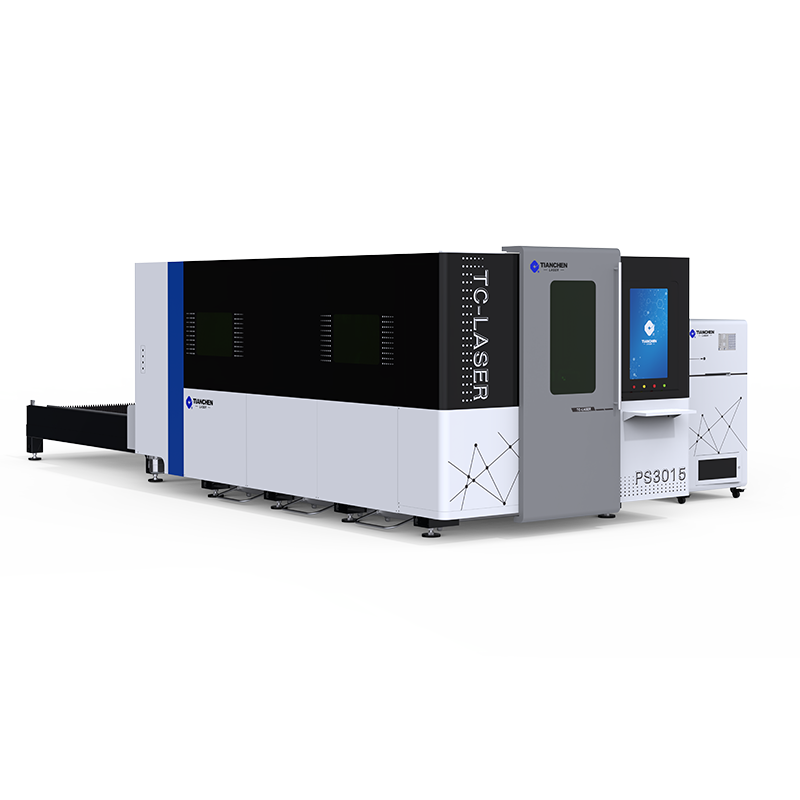
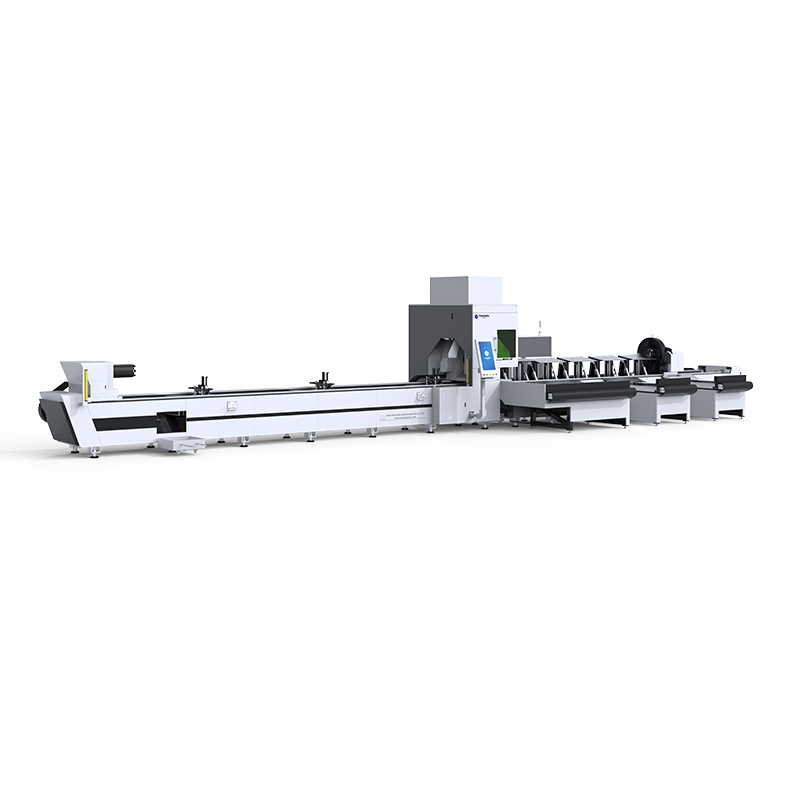
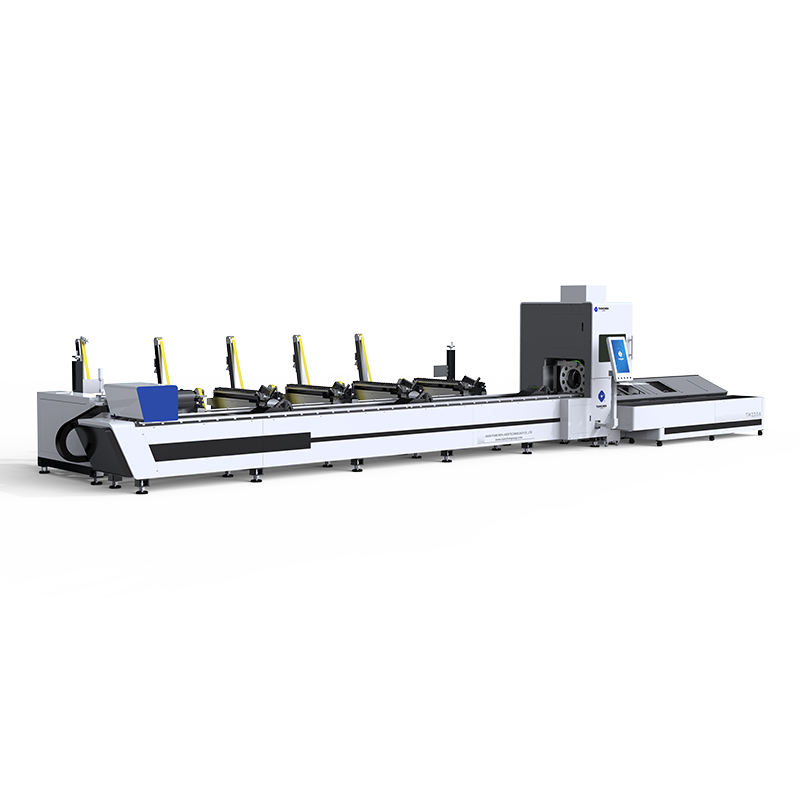
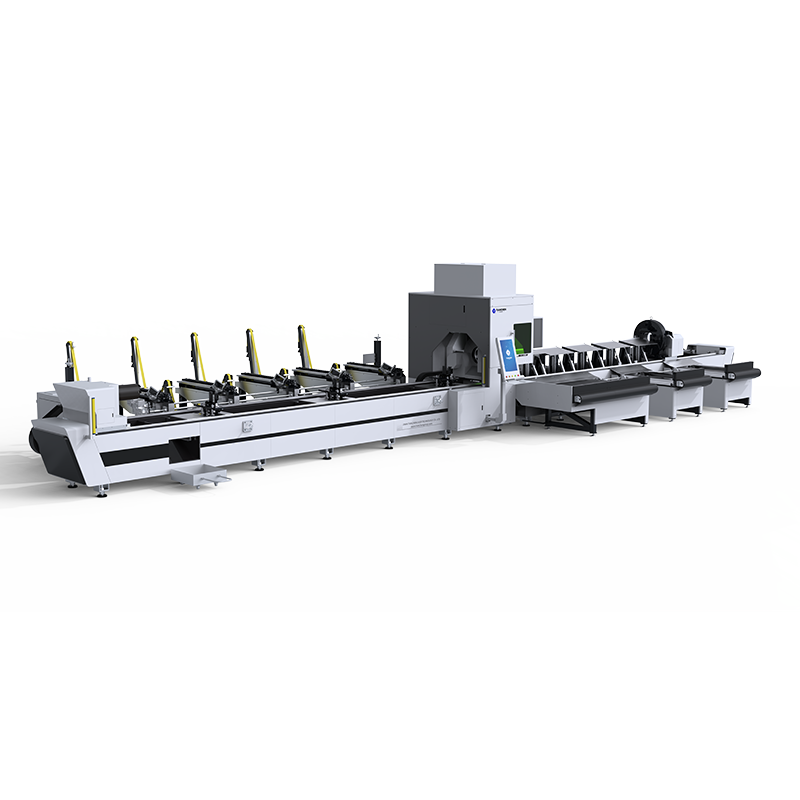
Jinan Tianchen Grubu'na (1995'te kuruldu) tamamen bağlı bir yan kuruluş olan Tianchen Laser, metal lazer kesim alanında uzmanlaşmış öncü bir kuruluştur. M230, büyük formatlı FB12525 ve gelişmiş PM3015 modelleri de dahil olmak üzere maliyet açısından verimli NS3015 gibi çeşitli metal lazer kesim makineleri sunmaktayız ve bu makineler P SERİSİ, FB SERİSİ, TM SERİSİ ve FS SERİSİ'ni kapsamaktadır. Makinelerimiz yüksek hassasiyet, verimlilik ve kararlı performans ile tarım makineleri, ağır makine, otomotiv imalatı ve inşaat gibi sektörlerde kullanılmaktadır. Yıllık üretim kapasitesi 10.000 adedin üzerinde olan akıllı üretim tesisimiz ve 100'den fazla ülke/bölgedeki faaliyetlerimizle birlikte, özelleştirilmiş hizmetler, hızlı teslimat ve kalite güvencesi ile tek noktada çözüm sunuyoruz. Ayrıca metal lazer kesim süreçleri için otomatik kule depolama sistemleri gibi destekleyici ekipmanlar da sağlamaktayız ve 20'den fazla yazılım telif hakkı ve patentle küresel müşterilerimizin metal lazer kesim ihtiyaçlarını karşılamaya odaklanıyoruz.
Teklif Alın