
ในสภาพแวดล้อมการผลิตยุคใหม่ ประสิทธิภาพในการประมวลผลโลหะและความยืดหยุ่นในการจัดเก็บได้กลายเป็นปัจจัยสำคัญของความสามารถในการแข่งขันขององค์กร บริษัทเทียนเฉิน เลเซอร์ ซึ่งเป็นองค์กรเทคโนโลยีชั้นสูงที่ก่อตั้งในปี 1995 ได้อุทิศตนให้กับการให้โซลูชันการขึ้นรูปโลหะและสายการผลิตอัตโนมัติแก่ลูกค้าทั่วโลกมาเป็นเวลา 29 ปี ด้วยการปรับปรุงห้องปฏิบัติการตัดด้วยเลเซอร์ในหลากหลายอุตสาหกรรม การผสานรวมเทคโนโลยีการตัดด้วยเลเซอร์ประสิทธิภาพสูงกับหอจัดเก็บโลหะอัจฉริยะได้กลายเป็นแนวโน้มที่หลีกเลี่ยงไม่ได้ และเทียนเฉิน เลเซอร์ กำลังนำการเปลี่ยนแปลงครั้งนี้ด้วยศักยภาพเชี่ยวชาญของตนเอง
ความต้องการหลักในการปรับปรุงห้องปฏิบัติการตัดด้วยเลเซอร์: ประสิทธิภาพและความยืดหยุ่น
ห้องปฏิบัติการตัดด้วยเลเซอร์แบบดั้งเดิมมักประสบปัญหาต่าง ๆ เช่น การใช้วัสดุที่ไม่คุ้มค่า การจัดการจัดเก็บที่ยุ่งยาก และการขาดความต่อเนื่องระหว่างกระบวนการตัดกับการจัดเก็บ ในบริบทของต้นทุนการผลิตที่เพิ่มขึ้นและความต้องการของตลาดที่สูงขึ้นในด้านความแม่นยำ การปรับปรุงเพื่อให้เกิดประสิทธิภาพและศักยภาพสูงจึงกลายเป็นภารกิจสำคัญอันดับแรกขององค์กร หอจัดเก็บโลหะ ซึ่งเป็นส่วนสำคัญของระบบโลจิสติกส์ในโรงงาน ไม่เพียงแต่ทำหน้าที่จัดเก็บวัตถุดิบและผลิตภัณฑ์สำเร็จรูปเท่านั้น แต่ยังส่งผลโดยตรงต่อความต่อเนื่องและความเสถียรของกระบวนการตัดด้วยเลเซอร์อีกด้วย
เทียนเฉินเลเซอร์ ด้วยแนวทางที่เน้นลูกค้าเป็นศูนย์กลาง ทำให้เข้าใจความต้องการที่แท้จริงของอุตสาหกรรมต่างๆ อย่างลึกซึ้ง ฐานการผลิตอัจฉริยะของบริษัท ซึ่งมีกำลังการผลิตรวมมากกว่า 10,000 หน่วยต่อปี ได้สร้างพื้นฐานอันมั่นคงสำหรับการวิจัยและพัฒนา รวมถึงการผลิตโซลูชันการจัดเก็บที่เหมาะสม ธุรกิจของบริษัทครอบคลุมกว่า 100 ประเทศและภูมิภาค และผ่านความร่วมมืออย่างลึกซึ้งกับลูกค้าทั่วโลก ทำให้สามารถสรุปประสบการณ์อันหลากหลายในการปรับปรุงโรงงาน โดยเฉพาะในด้านการบูรณาการการตัดด้วยเลเซอร์และหอจัดเก็บโลหะ
การสนับสนุนทางเทคนิคของเทียนเฉินเลเซอร์: ขับเคลื่อนวิวัฒน์ของหอจัดเก็บโลหะ
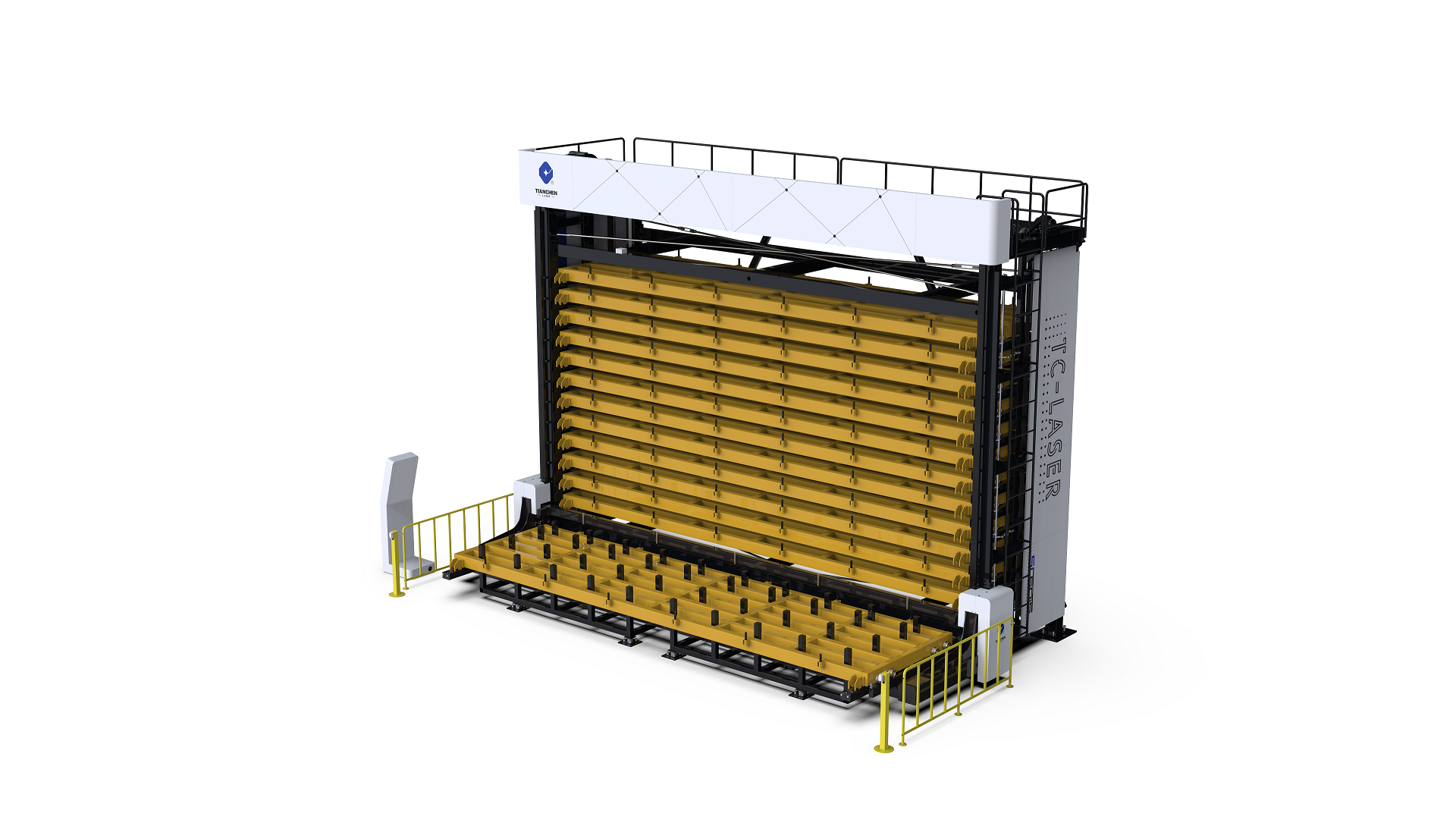
การพัฒนาหอเก็บโลหะที่มีประสิทธิภาพสูงและยืดหยุ่นไม่อาจแยกจากเทคโนโลยีตัดด้วยเลเซอร์ขั้นสูงได้ เครื่องตัดด้วยเลเซอร์แบบครบวงจรจากบริษัทเทียนเฉิน เลเซอร์ เช่น รุ่น NS3015 ที่คุ้มค่า, รุ่น M230 ที่เชื่อถือได้ และรุ่น FB12525 ขนาดใหญ่ พื้นที่ตัดกว้าง ได้วางรากฐานทางเทคนิคที่มั่นคงสำหรับการปรับปรุงหอเก็บโลหะ เครื่องตัดด้วยเลเซอร์เหล่านี้มีคุณสมบัติความแม่นยำสูง ประสิทธิภาพสูง และสมรรถนะที่เสถียร ทำให้มั่นใจได้ว่าชิ้นส่วนโลหะของหอเก็บที่ผ่านการประมวลผลแล้วจะเป็นไปตามมาตรฐานคุณภาพที่เข้มงวด
นอกจากนี้ บริษัทเทียนเฉินเลเซอร์ยังได้รับลิขสิทธิ์ซอฟต์แวร์และสิทธิบัตรมากกว่า 20 รายการตั้งแต่ปี 2019 โดยมีการพัฒนาอย่างต่อเนื่องในด้านเทคโนโลยีการควบคุมอัจฉริยะและการเชื่อมต่อแบบอัตโนมัติ อุปกรณ์จัดเก็บวัสดุแบบหอคอยที่บริษัทพัฒนาขึ้นเองสามารถทำงานร่วมกับเครื่องตัดเลเซอร์ชนิดต่างๆ ได้อย่างลงตัว ทำให้กระบวนการขนถ่ายวัสดุ การจัดเก็บ และการเบิกใช้วัสดุเชื่อมต่อกันได้อย่างไร้รอยต่อ การผสานรวมระบบนี้ไม่เพียงแต่ลดการแทรกแซงของแรงงาน ปรับปรุงประสิทธิภาพการจัดเก็บ แต่ยังเพิ่มความยืดหยุ่นให้กับโรงงานผลิต ช่วยให้ธุรกิจสามารถตอบสนองต่อการเปลี่ยนแปลงของคำสั่งการผลิตได้อย่างรวดเร็ว
การประยุกต์ใช้งาน: หอเก็บโลหะที่ขับเคลื่อนอุตสาหกรรมหลากหลายประเภท
โซลูชันที่รวมการตัดด้วยเลเซอร์และการจัดเก็บของ Tianchen Laser ได้ถูกนำไปใช้อย่างแพร่หลายในอุตสาหการต่างๆ เช่น เครื่องจักรการเกษตร เครื่องจักรหนัก การผลิตรถยนต์ และการก่อสร้าง ในอุตสาหการการผลิตรถยนต์ ความต้องของชิ้นส่วนโลหะมีขนาดใหญ่และหลากหลาย และหอจัดเก็บโลหะอัจฉริยะที่จับคู่กับเครื่องตัดเลเซอร์ของ Tianchen สามารถจำแนวและจัดเก็บชิ้นส่วนรถยนต์ที่ต่างชนิด ซึ่งช่วยเพิ่มประสิทธิภาพของสายการผลิต ในอุตสาหการก่อสร้าง เครื่องตัดเลเซอร์รูปแบบขนาดใหญ่ เช่น FB12525 ทำงานร่วมกับหอจัดเก็บความจุสูง เพื่อตอบสนองความต้องการจัดเก็บชิ้นส่วนโครงสร้างโลหะขนาดใหญ่ รับประกันความคืบหน้าอย่างราบรื่นของโครงการก่อสร้าง
ด้วยปรัชญาที่มุ่งเน้นคุณภาพและบริการ เทียนเฉินเลเซอร์จึงให้บริการโซลูชันที่ปรับแต่งได้สำหรับลูกค้าในอุตสาหกรรมต่างๆ ไม่ว่าจะเป็นร้านงานขนาดเล็กหรือกิจการผลิตขนาดใหญ่ ก็สามารถได้รับแผนการผสานรวมระบบตัดด้วยเลเซอร์และการจัดเก็บที่เหมาะสม บริการเฉพาะบุคคลนี้ได้รับการยอมรับอย่างกว้างขวางจากลูกค้าทั่วโลก และยังทำให้เทียนเฉินเลเซอร์กลายเป็นพันธมิตรที่น่าเชื่อถือในด้านการปรับปรุงห้องปฏิบัติการตัดด้วยเลเซอร์ระดับโลก
แนวโน้มในอนาคต: การผสานรวมอย่างชาญฉลาดของระบบตัดด้วยเลเซอร์และการจัดเก็บ
เมื่่อุตสาหการการผลิตก้าวไปสู่ความอัจฉริยะและการทำอัตโนมัติ การผสานรวมระหว่างการตัดด้วยเลเซอร์กับหอเก็บโลหะจะลึกยิ่งมากขึ้น บริษัท Tianchen Laser จะยังคงยึดมั่นกับหลักการที่เน้นคุณภาพและบริการ โดยอาศัยทีมวิจัยและพัฒนาที่มีความเชี่ยวช่วยในการนวัตกรรมเทคโนโลยีอย่างต่อเนื่อง ในอนาคตหอเก็บโลหะจะฉลาดขึ้นมาก มีฟังก์ชันต่างๆ เช่น การตรวจสอบสต็อกแบบเรียลไทม์ การเติมสต็อกโดยอัตโนมัติ และการจัดตารางงานอัจฉริยะ ซึ่งจะเชื่อมต่ออย่างใกล้สนิบกับเครื่องตัดเลเซอร์เพื่อสร้างระบบนิเวศการผลิตที่อัตโนมัติอย่างสมบูรณ์
ในช่วง 29 ปีที่ผ่านมา Tianchen Laser ได้เติบโตอย่างรวดเร็วในอุตสาหกรรมเลเซอร์ โดยธุรกิจได้ขยายไปยังกว่า 100 ประเทศและภูมิภาคทั่วโลก ในการเปลี่ยนแปลงครั้งใหญ่ของการปรับปรุงโรงงานตัดด้วยเลเซอร์ บริษัทจะยังคงใช้ประสบการณ์อันยาวนาน เทคโนโลยีขั้นสูง และผลิตภัณฑ์คุณภาพสูง เพื่อช่วยให้ลูกค้าทั่วโลกสามารถพัฒนาหอเก็บโลหะได้อย่างมีประสิทธิภาพและยืดหยุ่น ส่งเสริมสร้างมูลค่าเพิ่มให้กับการพัฒนาอย่างยั่งยืนขององค์กร