
В современной производственной среде эффективность обработки металлов и гибкость хранения стали ключевыми конкурентными преимуществами предприятий. Будучи высокотехнологичным предприятием, основанным в 1995 году, компания Tianchen Laser на протяжении 29 лет специализируется на предоставлении глобальным клиентам решений по формовке металлов и автоматизированным производственным линиям. По мере модернизации цехов лазерной резки в различных отраслях, интеграция высокопроизводительных технологий лазерной резки и интеллектуальных металлических шкафов хранения становится неизбежным трендом, и именно Tianchen Laser возглавляет это преобразование благодаря своему профессиональному опыту.
Основная потребность в модернизации цеха лазерной резки: эффективность и гибкость
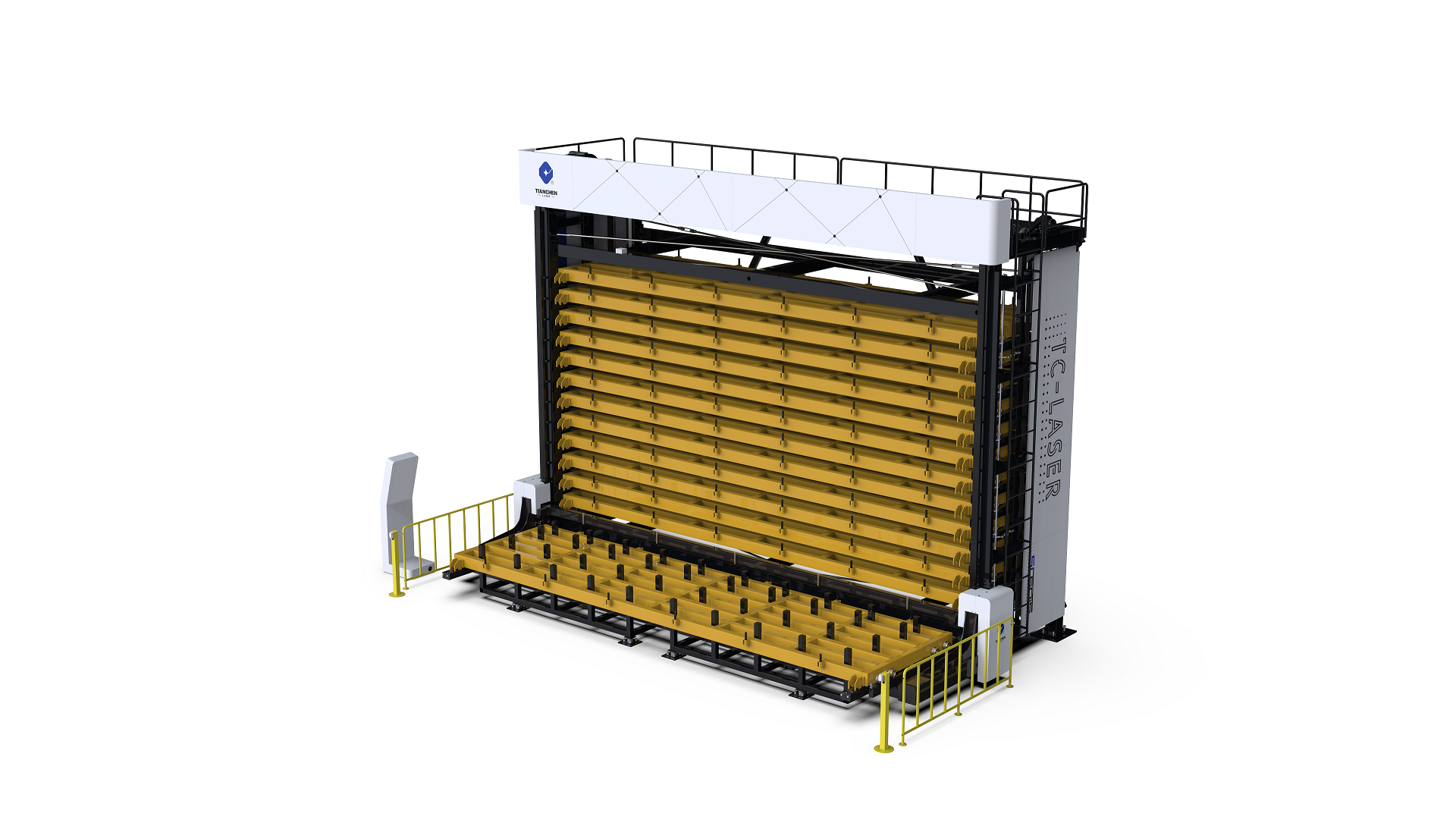
Традиционные цеха лазерной резки зачастую сталкиваются с такими проблемами, как низкий коэффициент использования материала, громоздкое управление складскими запасами и разрыв между процессами резки и хранения. В условиях роста производственных затрат и повышения рыночного спроса на точность модернизация для достижения высокой эффективности и гибкости стала первоочередной задачей предприятий. Металлические складские башни, являясь важной частью системы логистики цеха, отвечают не только за хранение сырья и готовой продукции, но и напрямую влияют на непрерывность и стабильность процесса лазерной резки.
Компания Tianchen Laser, придерживающаяся клиентоориентированного подхода, глубоко понимает реальные потребности различных отраслей. Ее база интеллектуального производства, обладающая годовой производственной мощностью свыше 10 000 единиц, обеспечивает прочную основу для исследований и разработки, а также производства соответствующих решений для хранения. Деловая деятельность компании охватывает более чем 100 стран и регионов, и благодаря тесному сотрудничеству с клиентами по всему миру она накопила богатый опыт модернизации цехов, особенно в области интеграции лазерной резки и металлических стеллажей.
Техническая поддержка Tianchen Laser: движущая сила эволюции металлических стеллажей
Высокоэффективное и гибкое производство металлических стеллажей невозможно без применения передовых технологий лазерной резки. Полный ассортимент лазерных станков компании Tianchen Laser, таких как экономичная модель NS3015, надёжная M230 и крупноформатная FB12525, заложил прочную техническую основу для модернизации металлических стеллажей. Эти лазерные станки отличаются высокой точностью, высокой эффективностью и стабильной работой, что гарантирует соответствие обработанных металлических компонентов стеллажей строгим стандартам качества.
Кроме того, с 2019 года Tianchen Laser получила более 20 авторских прав на программное обеспечение и патентов, продолжая инновации в области интеллектуального управления и автоматизированных технологий соединения. Разработанное компанией автоматизированное оборудование для хранения в башнях может быть идеально совмещено с различными лазерными станками, обеспечивая бесшовное соединение процессов разгрузки, хранения и извлечения материалов. Эта интеграция не только снижает потребность в ручном вмешательстве, повышает эффективность хранения, но также увеличивает гибкость цеха, позволяя предприятиям быстро реагировать на изменения в производственных заказах.
Практическое применение: Металлические шкафы хранения, поддерживающие разнообразные отрасли
Интегрированные решения лазерной резки и хранения от Tianchen Laser широко применяются в таких отраслях, как сельскохозяйственная техника, тяжелое машиностроение, производство автомобилей и строительство. В автомобильной промышленности спрос на металлические компоненты велик и разнообразен, а интеллектуальные металлические шкафы хранения, подобранные в комплект с лазерными станками Tianchen, позволяют классифицировать и хранить различные типы автозапчастей, повышая эффективность производственной линии; в строительной отрасли станки лазерной резки большого формата, такие как FB12525, работают в паре с высокопроизводительными шкафами хранения, чтобы удовлетворить потребности хранения крупногабаритных металлических конструкций, обеспечивая бесперебойный ход строительных проектов.
С ориентацией на качество и сервис, Tianchen Laser предоставляет индивидуальные решения для клиентов из различных отраслей. Независимо от того, является ли это небольшая мастерская или крупное производственное предприятие, все могут получить подходящие комплексные решения по лазерной резке и хранению. Этот персонализированный сервис завоевал широкое признание у клиентов по всему миру и сделал Tianchen Laser надежным партнёром в области модернизации лазерных цехов по резке по всему миру.
Будущее: интеллектуальная интеграция лазерной резки и систем хранения
По мере того как производственная отрасль движется к интеллектуализации и автоматизации, интеграция лазерной резки и шахтных систем хранения металла будет становиться всё более глубокой. Компания Tianchen Laser продолжит придерживаться принципа сосредоточенности на качестве и обслуживании, опираясь на свою профессиональную исследовательскую и разработческую команду для постоянного технологического инновационного развития. В будущем шахтные системы хранения металла станут более интеллектуальными, получив функции, такие как мониторинг запасов в реальном времени, автоматическое пополнение запасов и интеллектуальное планирование, тесно взаимодействуя с лазерными станками для формирования полностью автоматизированной производственной экосистемы.
За 29 лет компания Tianchen Laser быстро развивалась в лазерной отрасли, и ее деятельность распространилась более чем на 100 стран и регионов по всему миру. В эпоху модернизации лазерных цехов резки компания продолжит использовать свой богатый опыт, передовые технологии и высококачественную продукцию, чтобы помочь глобальным клиентам достичь эффективного и гибкого развития металлических складских башен, создавая большую ценность для устойчивого развития предприятий.