
No campo da fabricação industrial, materiais metálicos com espessura de 1-50 mm estão entre as faixas mais amplamente utilizadas. De peças de máquinas agrícolas e componentes automotivos a estruturas de máquinas pesadas e perfis de construção, eles abrangem praticamente todos os cenários principais da fabricação de equipamentos. No entanto, o processamento de metais nesta faixa de espessura enfrenta há muito tempo os problemas de "dificuldade em equilibrar precisão e eficiência" e "dificuldade em conciliar custo e qualidade". O corte tradicional por plasma tende a causar cortes ásperos e deformação térmica ao processar metais espessos acima de 20 mm, enquanto o corte mecânico tem dificuldade em atender às necessidades flexíveis ao alternar entre materiais finos e espessos de 1-50 mm, com alta taxa de perda de consumíveis. O surgimento das máquinas de corte a laser de fibra, especialmente os produtos em série lançados pela Tianchen Laser, oferece uma solução ideal para o processamento de materiais metálicos de 1-50 mm.
1. Principais Problemas na Usinagem de Materiais Metálicos de 1-50 mm e a Adequação do Corte a Laser
A demanda por usinagem de materiais metálicos de 1-50 mm caracteriza-se por "amplo espectro e cenários diversos": chapas metálicas finas, com apenas 1 mm de espessura, exigem precisão de corte em nível de mícron, enquanto placas grossas de aço carbono e aço inoxidável, até 50 mm, requerem potência e estabilidade suficientes no corte. As limitações dos métodos tradicionais de usinagem são particularmente evidentes nesta faixa:
- Corte por plasma: Embora consiga cortar metais acima de 30 mm, as altas temperaturas provocam oxidação e deformação nas bordas metálicas, exigindo retificação secundária posterior, o que aumenta os custos do processo;
- Serra mecânica: Ao processar metais finos de 1-10 mm, o material tende a empenar devido à pressão excessiva, e o tempo gasto na troca de ferramentas reduz a eficiência geral;
- Corte por jato de água: Embora consiga equilibrar precisão e espessura, o equipamento possui altos custos operacionais e velocidade lenta, dificultando sua adaptação às necessidades de produção em massa.
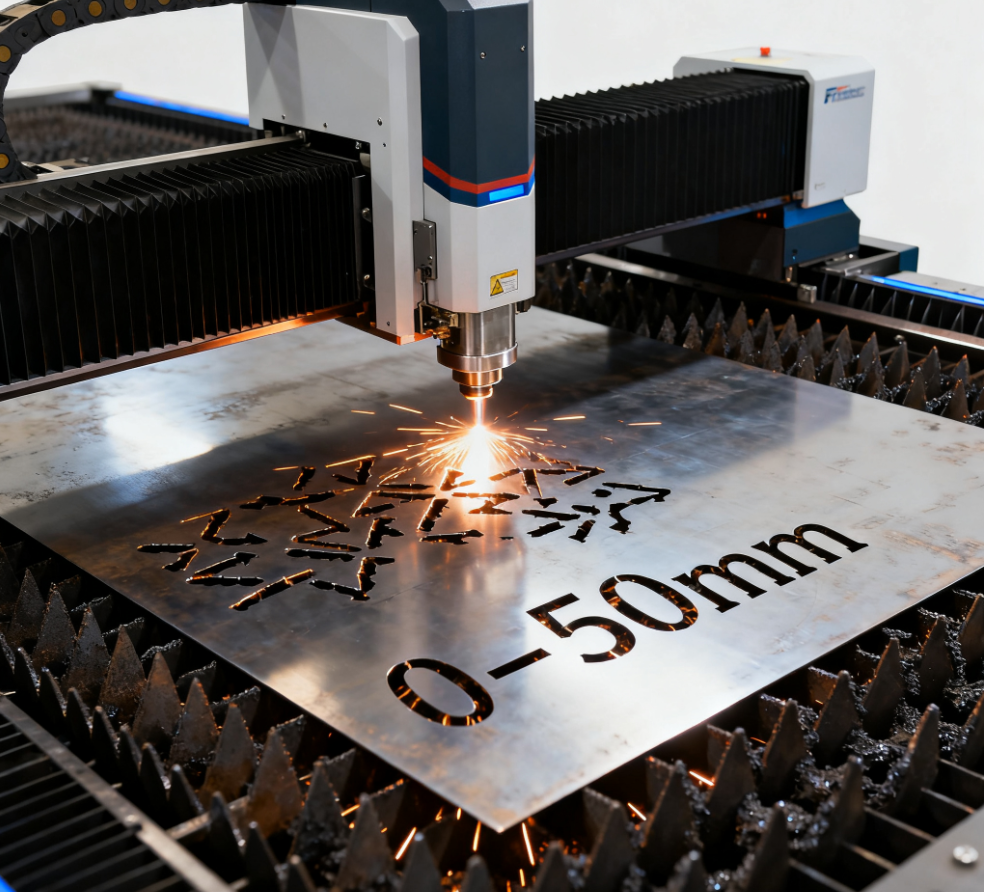
Em contraste, a tecnologia de corte a laser de fibra, com sua característica de "corte frio", pode efetivamente evitar deformações térmicas, com uma precisão de corte de até ±0,03 mm e velocidade de corte 2 a 3 vezes superior à dos métodos tradicionais. Mais importante ainda, as máquinas de corte a laser de fibra podem adaptar-se flexivelmente a materiais metálicos de diferentes espessuras, entre 1 e 50 mm (como aço carbono, aço inoxidável, ligas de alumínio, etc.), ajustando parâmetros, sem necessidade de trocas frequentes de equipamentos ou acessórios, resolvendo perfeitamente o "problema de amplitude" do processamento tradicional. Como empresa profundamente envolvida no campo de equipamentos a laser há 29 anos, os produtos da Tianchen Laser são mais direcionados quanto à adaptabilidade ao processamento de metais de 1 a 50 mm.
2. Máquinas de Corte a Laser de Fibra Tianchen: Vantagens Técnicas para Processamento de Metais de 1 a 50 mm
Fundada em 1995, a Tianchen Laser sempre se concentrou em P&D e na fabricação de equipamentos inteligentes a laser. Seus produtos principais possuem uma capacidade anual de produção superior a 10.000 unidades, e seus negócios abrangem mais de 100 países e regiões no mundo inteiro. Para o processamento de materiais metálicos de 1-50 mm, sua série de máquinas de corte a laser de fibra desenvolveu vantagens diferenciadas por meio da inovação tecnológica:
- Série completa de produtos cobrindo diferentes necessidades de espessura : A Tianchen Laser possui uma linha completa de produtos, incluindo as séries P, FB, TM e FS, que podem corresponder com precisão a cenários de processamento de metais de 1-50 mm. Por exemplo, o modelo NS3015, como opção econômica, é adequado para o processamento em massa de metais finos a médios de 1-20 mm, equilibrando qualidade e custo; o modelo PM3015 vem equipado com tecnologia avançada de corte a laser, que melhora a eficiência no corte de metais espessos de 20-50 mm e pode aumentar a velocidade de corte do aço carbono de 50 mm em até 1,5 vez em comparação com equipamentos tradicionais; a máquina de corte a laser de grande formato FB12525 pode processar grandes peças metálicas de 1-50 mm, atendendo às necessidades de processamento em larga escala das indústrias de máquinas pesadas e construção.
- Tecnologias principais que garantem precisão e estabilidade : As máquinas de corte a laser de fibra Tianchen são equipadas com um sistema servo de seguimento e função de avanço com grampo frontal. O primeiro pode adaptar-se em tempo real à altura de corte de materiais metálicos com espessuras entre 1-50 mm, evitando desvios de corte causados por flutuações na espessura do material; o segundo pode reduzir o desperdício de material, especialmente ao processar bobinas finas de metal de 1-5 mm, aumentando a utilização do material em mais de 10%. Além disso, o equipamento adota acessórios principais originais importados, combinados com equipamentos de alta precisão para testes, como interferômetros a laser e barras-padrão, garantindo a precisão estável de corte a longo prazo de cada máquina.
- Entrega eficiente e capacidades de personalização : Contando com uma base de fabricação inteligente, a Tianchen Laser pode realizar a produção e entrega rápidas de equipamentos para processamento de metais de 1-50 mm, encurtando o ciclo de entrega dos modelos convencionais para 7-15 dias; ao mesmo tempo, para indústrias especiais (como o processamento de ligas especiais de 10-30 mm para peças aeroespaciais), pode oferecer soluções personalizadas, ajustando parâmetros como potência do laser e trajeto de corte para atender necessidades específicas.
3. Práticas de Aplicação das Máquinas de Corte a Laser de Fibra Tianchen no Processamento de Metais de 1-50 mm em Diversos Setores
Pela sua adaptabilidade a materiais metálicos de 1-50 mm, as máquinas de corte a laser de fibra Tianchen têm sido amplamente utilizadas em quatro indústrias principais para resolver problemas práticos de processamento:
- Indústria de máquinas agrícolas : As estruturas metálicas e peças semeadoras de máquinas agrícolas utilizam principalmente aço carbono de 10-30 mm. A máquina de corte a laser de fibra NS3015 da Tianchen pode realizar cortes de alta precisão, cujos cortes não exigem processamento secundário, atendendo diretamente às necessidades de soldagem e aumentando a eficiência de produção em 30%;
- Indústria de fabricação automotiva : Componentes do chassis automotivo e tubos de escape utilizam aço inoxidável e ligas de alumínio de 5-25 mm. A capacidade de corte em alta velocidade do modelo PM3015 da Tianchen pode viabilizar o processamento em massa de mais de 500 peças por dia, com bordas de corte lisas, reduzindo os custos de polimento posterior;
- Indústria de Máquinas Pesadas : Os braços de escavadeiras e guindastes são majoritariamente chapas de aço com espessura de 30-50 mm. A máquina de corte a laser de fibra de grande formato FB12525 da Tianchen pode concluir o corte de peças grandes em um único processo, evitando erros de precisão causados pelo processamento segmentado e elevando a taxa de conformidade para 99,5%;
- Indústria da construção : Estruturas de aço para construção e trilhos de cortina de vidro utilizam perfis metálicos de 15-40 mm. A máquina de corte a laser de fibra da Tianchen pode realizar cortes de formas complexas, adaptando-se ao design personalizado de edifícios modernos, ao mesmo tempo em que atende a requisitos estruturais como resistência à pressão do vento e capacidade de carga.
4. Motivos Principais para Escolher as Máquinas de Corte a Laser de Fibra Tianchen para Materiais Metálicos de 1-50 mm
Para empresas que precisam processar materiais metálicos de 1-50 mm, escolher as máquinas de corte a laser de fibra Tianchen significa essencialmente escolher uma solução de processamento "estável, eficiente e de baixo custo":
- Garantia de Qualidade : Tianchen Laser é uma empresa nacional de alta tecnologia com mais de 20 direitos autorais de software e patentes. Seus produtos foram certificados pelo sistema de gestão da qualidade ISO9001 e conquistaram prêmios provinciais e nacionais por muitos anos. Sua reputação de qualidade tem sido comprovada pelo mercado há 29 anos;
- Rede global de serviços : Com negócios em mais de 100 países e regiões, a Tianchen Laser possui centros de serviço pós-venda nos principais mercados, oferecendo suporte técnico 24 horas por dia. Seja na instalação e comissionamento de equipamentos ou na otimização de parâmetros de processamento de 1-50 mm, pode responder rapidamente;
- Vantagem de custo : Por meio de produção em larga escala e P&D independente, a Tianchen Laser reduz os custos de aquisição de equipamentos. Ao mesmo tempo, o consumo de energia do corte a laser é apenas 1/3 do corte por plasma, o que permite economizar significativamente com custos operacionais no uso prolongado, sendo especialmente adequado para cenários de processamento em massa de metais de 1-50 mm.
Em conclusão, no campo do processamento de materiais metálicos de 1-50 mm, as máquinas de corte a laser de fibra Tianchen tornaram-se a escolha ideal para empresas que desejam melhorar a eficiência do processamento e reduzir custos, graças às vantagens de "cobertura completa de série, alta estabilidade de precisão e adaptabilidade a múltiplos setores". Seja para produção em massa em pequenas e médias empresas ou necessidades personalizadas em grandes empresas, a Tianchen Laser pode fornecer soluções adequadas para ajudar na modernização da indústria de fabricação.
Índice
- 1. Principais Problemas na Usinagem de Materiais Metálicos de 1-50 mm e a Adequação do Corte a Laser
- 2. Máquinas de Corte a Laser de Fibra Tianchen: Vantagens Técnicas para Processamento de Metais de 1 a 50 mm
- 3. Práticas de Aplicação das Máquinas de Corte a Laser de Fibra Tianchen no Processamento de Metais de 1-50 mm em Diversos Setores
- 4. Motivos Principais para Escolher as Máquinas de Corte a Laser de Fibra Tianchen para Materiais Metálicos de 1-50 mm