
W nowoczesnym środowisku produkcji, efektywność przetwarzania metali oraz elastyczność magazynowania stały się kluczowymi czynnikami konkurencyjności przedsiębiorstw. Jako przedsiębiorstwo high-tech założone w 1995 roku, Tianchen Laser od 29 lat jest zaangażowane w dostarczanie globalnym klientom rozwiązań dla formowania metali oraz zautomatyzowanych linii produkcyjnych. Wraz z modernizacją warsztatów cięcia laserowego w różnych branżach, integracja wysokowydajnych technologii cięcia laserowego z inteligentnymi wieżami magazynowymi dla metali stała się nieodwracalnym trendem, którego przodownikiem staje się Tianchen Laser, wykorzystując swoje profesjonalne kompetencje.
Główne wymaganie modernizacji warsztatu cięcia laserowego: wydajność i elastyczność
Tradycyjne warsztaty cięcia laserowego często napotykają problemy, takie jak niska wykorzystanie materiału, kłopotliwe zarządzanie magazynowaniem oraz rozłączenie procesów cięcia i magazynowania. W warunkach rosnących kosztów produkcji i zwiększającego się popytu rynkowego na precyzję, modernizacja mająca na celu osiągnięcie wysokiej wydajności i elastyczności stała się najwyższym priorytetem dla przedsiębiorstw. Wieże magazynowe do metali, jako ważna część systemu logistycznego warsztatu, odpowiadają nie tylko za przechowywanie surowców i produktów gotowych, ale również bezpośrednio wpływają na ciągłość i stabilność procesu cięcia laserowego.
Tianchen Laser, dzięki podejściu skoncentrowanemu na kliencie, głęboko rozumie rzeczywiste potrzeby różnych branż. Jego inteligentna baza produkcyjna, o rocznej zdolności produkcyjnej przekraczającej 10 000 jednostek, stanowi solidną podstawę dla badań i rozwoju oraz produkcji odpowiednich rozwiązań magazynowych. Działalność firmy obejmuje ponad 100 krajów i regionów, a dzięki gruntownej współpracy z klientami na całym świecie zgromadziła bogate doświadczenie w modernizacji warsztatów, szczególnie w zakresie integracji laserowego cięcia i wież magazynowych metalowych.
Wsparcie techniczne Tianchen Laser: Napędzanie ewolucji wież magazynowych metalowych
Wysokoefektywny i elastyczny rozwój metalowych wież magazynowych nie może obejść się bez wsparcia zaawansowanej technologii cięcia laserowego. Kompleksowa oferta urządzeń do cięcia laserowego firmy Tianchen Laser, takich jak opłacalny NS3015, niezawodny M230 oraz wielkoformatowy FB12525, stworzyła solidne podstawy techniczne dla modernizacji metalowych wież magazynowych. Te maszyny do cięcia laserowego charakteryzują się wysoką precyzją, wydajnością oraz stabilną pracą, co zapewnia, że przetwarzane elementy metalowe wież magazynowych spełniają rygorystyczne standardy jakości.
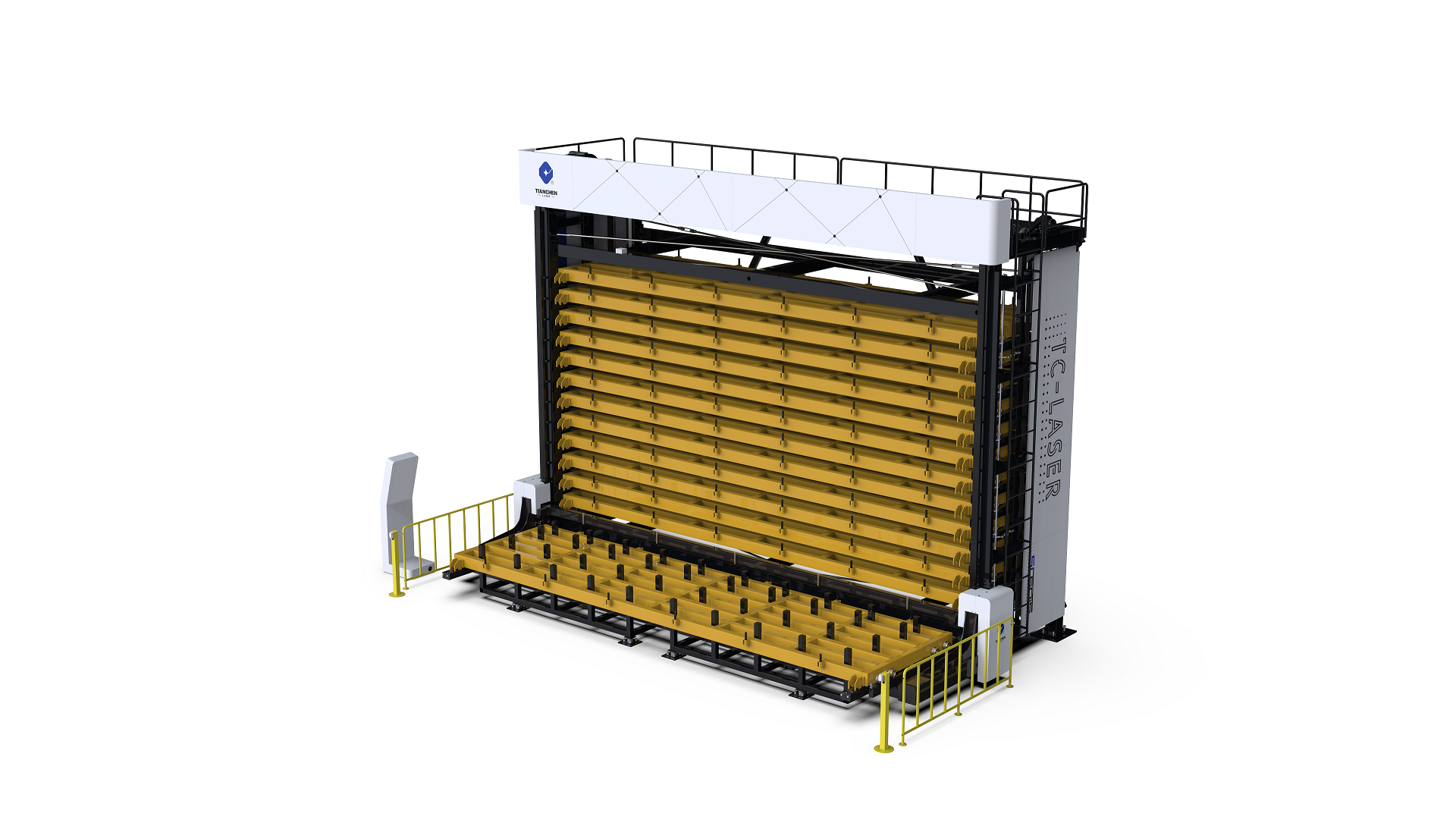
Dodatkowo, od 2019 roku Tianchen Laser uzyskało ponad 20 praw autorskich do oprogramowania oraz patentów, ciągle innowując w obszarze inteligentnej kontroli i technologii automatycznego łączenia. Wyposażenie do automatycznego magazynowania w formie wieży, niezależnie opracowane przez firmę, może być idealnie dopasowane do różnych maszyn do cięcia laserowego, umożliwiając bezszwowe połączenie pomiędzy rozładunkiem materiału, magazynowaniem oraz pobieraniem. Ta integracja nie tylko redukuje konieczność interwencji ręcznej i poprawia efektywność magazynowania, lecz również zwiększa elastyczność warsztatu, umożliwiając przedsiębiorstwom szybkie reagowanie na zmiany w produkcji.
Zastosowanie praktyczne: Wieże magazynowe z metalu wspierające zróżnicowane branże
Zintegrowane rozwiązania firmy Tianchen Laser w zakresie cięcia laserowego i magazynowania są powszechnie stosowane w takich branżach jak maszyny rolnicze, przemysł ciężki, produkcja samochodów czy budownictwo. W przemyśle motoryzacyjnym zapotrzebowanie na komponenty metalowe jest duże i zróżnicowane, a inteligentne wieże magazynowe dostosowane do maszyn do cięcia laserowego firmy Tianchen umożliwiają sortowanie i przechowywanie różnych typów części samochodowych, co zwiększa wydajność linii produkcyjnej; w budownictwie maszyny do cięcia laserowego o dużym formacie, takie jak FB12525, współpracują z wysokopojemnościowymi wieżami magazynowymi, aby spełnić potrzeby związane z przechowywaniem dużych elementów konstrukcji metalowych, gwarantując ciągły postęp prac budowlanych.
Dzięki filozofii skoncentrowanej na jakości i obsłudze, Tianchen Laser oferuje spersonalizowane rozwiązania dla klientów z różnych branż. Niezależnie od tego, czy jest to niewielka pracownia, czy duża firma produkcyjna, każdy może uzyskać odpowiedni plan integracji cięcia laserowego i magazynowania. Ta indywidualna usługa zdobyła szerokie uznanie wśród klientów na całym świecie oraz sprawiła, że Tianchen Laser stał się zaufanym partnerem w dziedzinie modernizacji warsztatów do cięcia laserowego na skalę globalną.
Przyszłość to: inteligentna integracja cięcia laserowego i magazynowania
Gdy przemysł produkacyjny zmierza ku inteligencji i automatyzacji, integracja cięcia laserowego i wież magazynowych metalu stanie się bardziej zaawansowana. Tianchen Laser będzie kontynuować zasadę skupiania się na jakości i obsłudze, opierając się na swoim profesjonalnym zespole ds. badań i rozwoju, by ciągle innowacyjnie rozwijać technologię. W przyszłości wieże magazynowe metalu będą bardziej inteligentne, wyposażone w funkcje takie jak monitorowanie stanu magazynu w czasie rzeczywistym, automatyczne uzupełnianie zapasów i inteligentne planowanie, ściśle łącząc się z maszynami do cięcia laserowego, tworząc w pełni zautomatyzowane środowisko produkcji.
Przez 29 lat Tianchen Laser szybko rozwinął się w branży laserowej, a jego działalba rozszerzyła się na ponad 100 krajów i regionów na całym świecie. W czasie modernizacji warsztatów do cięcia laserowego firma będzie kontynuować wykorzystywanie swojego bogatego doświadczenia, zaawansowanych technologii oraz wysokiej jakości produktów, aby pomagać globalnym klientom w osiągnięciu wydajnego i elastycznego rozwoju wież magazynowych z metalu, tworząc większą wartość dla zrównoważonego rozwoju przedsiębiorstw.