Tianchen Laser: Profesjonalne rozwiązania do cięcia metalu laserem i wysokiej jakości maszyny
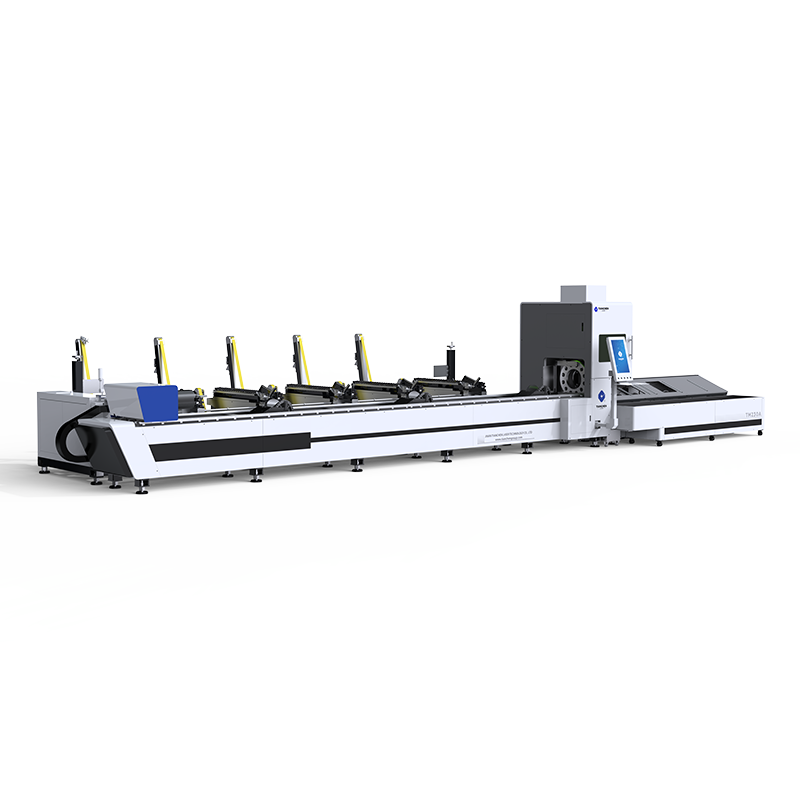
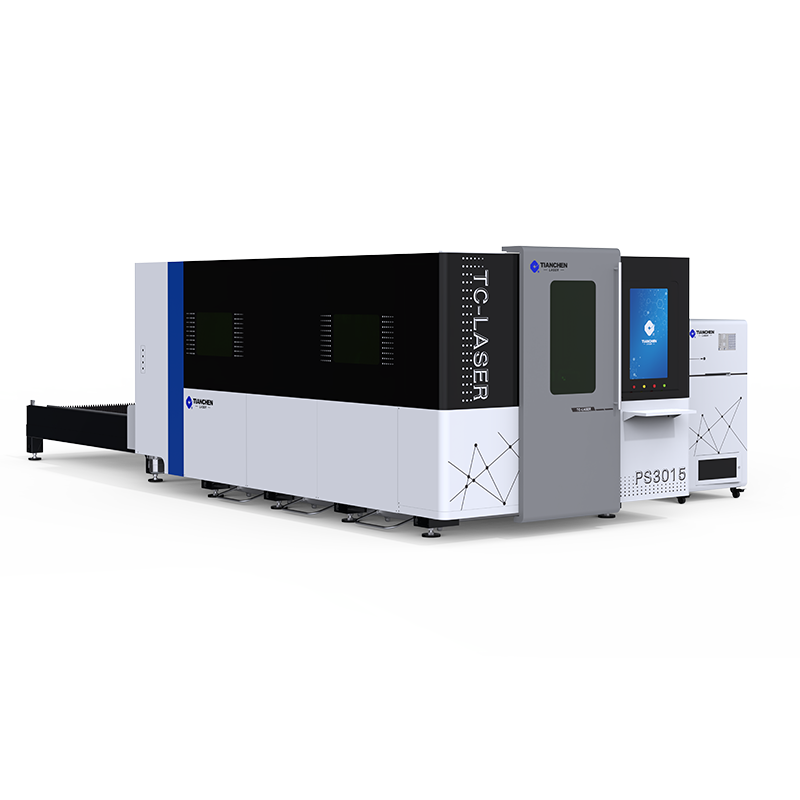
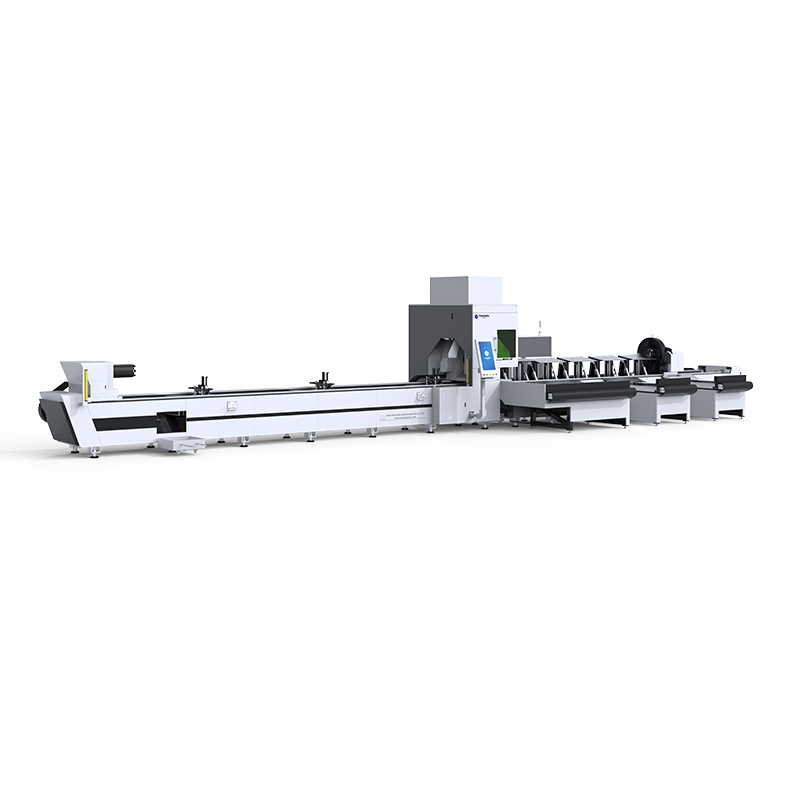
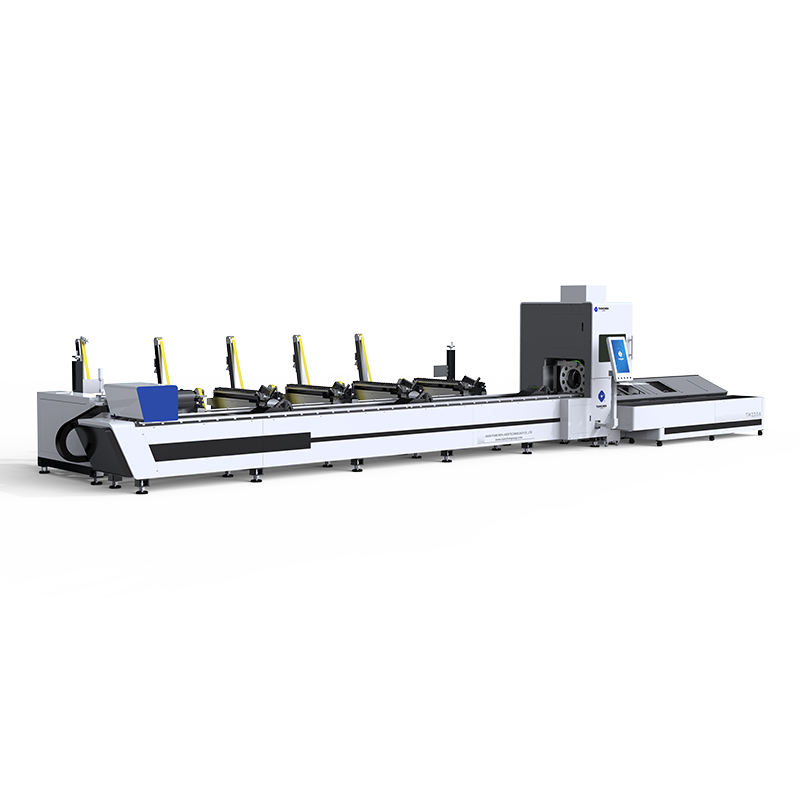
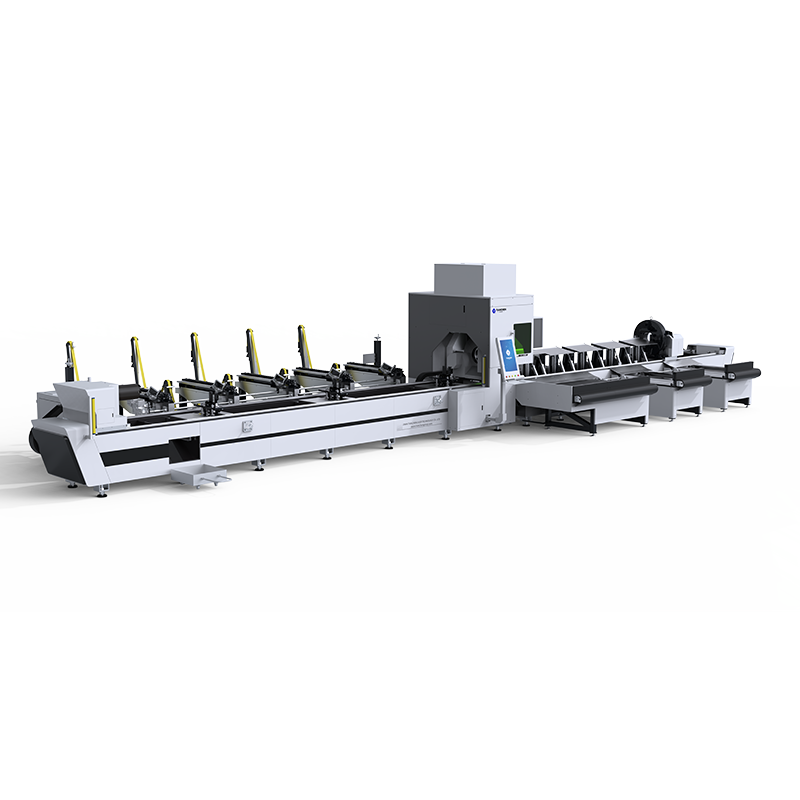
Tianchen Laser, spółka całkowicie należąca do grupy Jinan Tianchen (założonej w 1995 roku), jest wiodącym przedsiębiorstwem specjalizującym się w cięciu metalu laserem. Oferujemy pełną gamę maszyn do cięcia metalu laserem, w tym opłacalny model NS3015, niezawodny M230, dużego formatu FB12525 oraz zaawansowany PM3015, obejmując serię P, serię FB, serię TM oraz serię FS. Nasze maszyny charakteryzują się wysoką precyzją, wydajnością i stabilną pracą, służąc branżom takim jak: maszyny rolnicze, przemysł ciężki, produkcja samochodów oraz budownictwo. Dysponując inteligentnym zakładem produkcyjnym, roczną zdolnością produkcyjną powyżej 10 000 jednostek oraz działalnością w ponad 100 krajach/regionach, oferujemy kompleksowe rozwiązania: usługi dostosowane do potrzeb klienta, szybką dostawę i gwarancję jakości. Zapewniamy również wyposażenie wspomagające, takie jak automatyczne magazyny wieżowe dla procesów cięcia laserowego metalu, a także posiadamy ponad 20 praw autorskich do oprogramowania i patentów, dedykując się zaspokajaniu potrzeb klientów globalnych w zakresie cięcia metalu laserem.
Uzyskaj ofertę