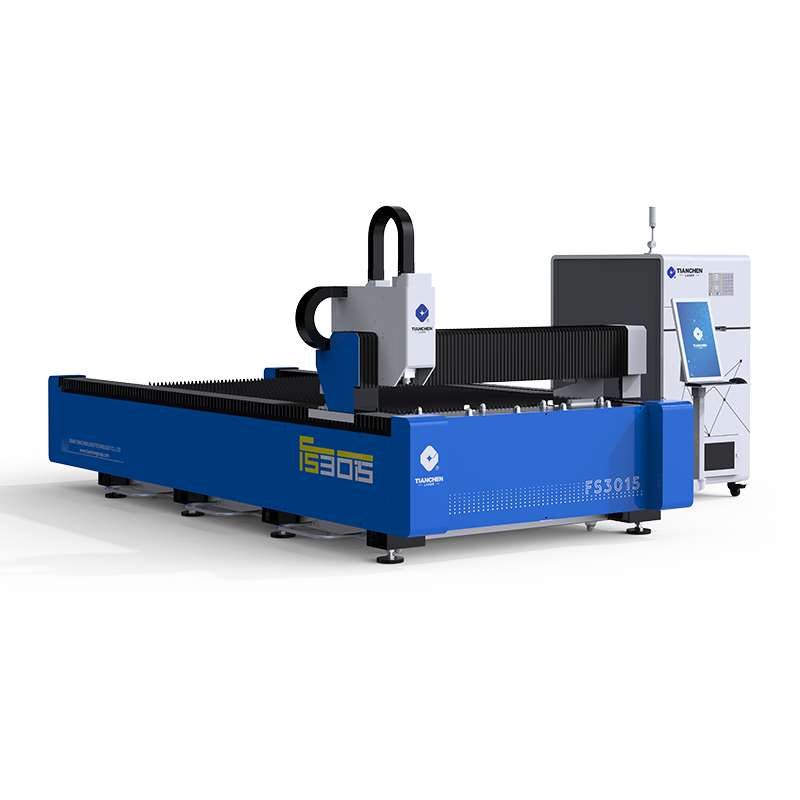

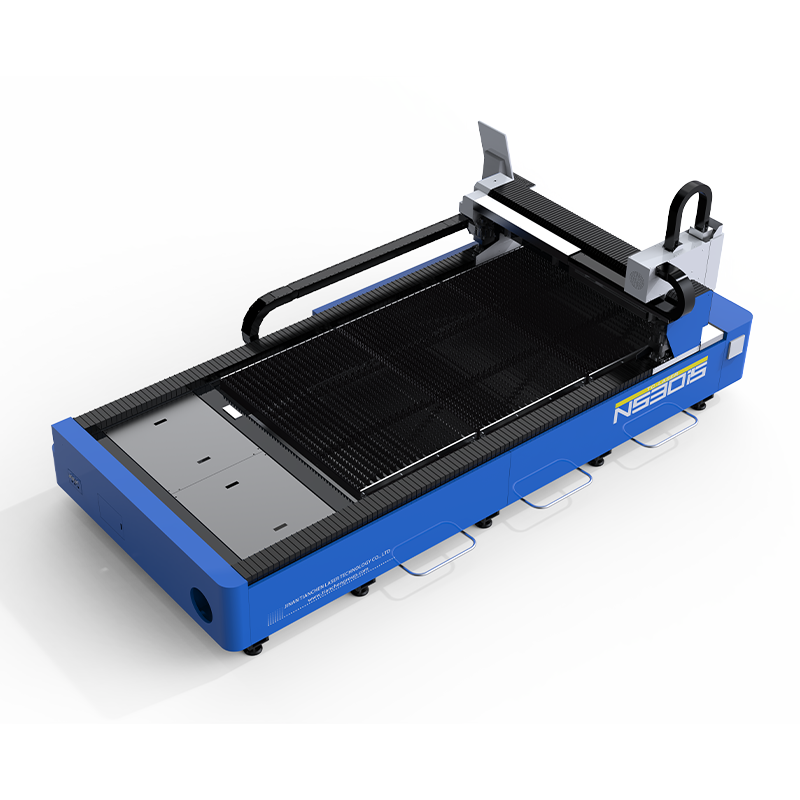
Economical laser cutting machine
Power Recommendation: 1.5kw - 3kw
Cutting Thickness: Friendly on 18mm below cutting
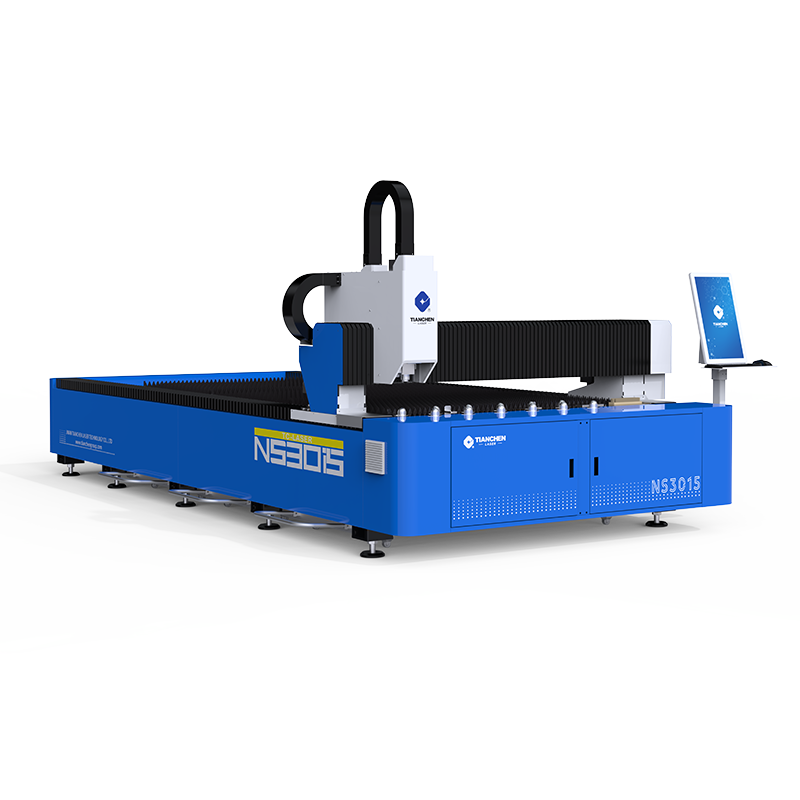
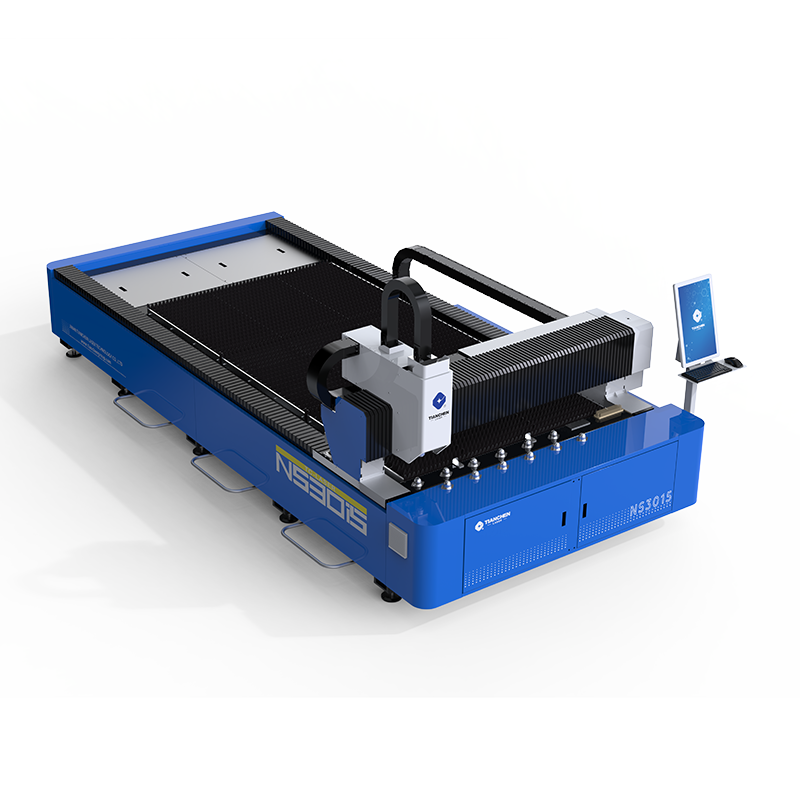
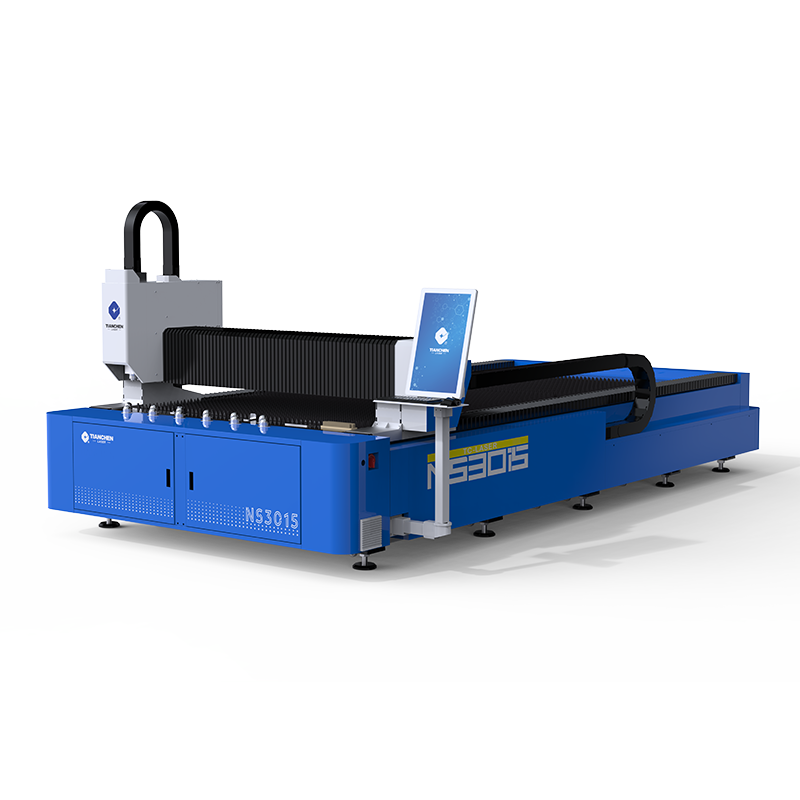
Product Model: NS3015
Featured Functions (Selling Points): Low Investment, Easy operation
Certification Names: CE, FDA, ISO 9001
After-Sales Service: Localized service
- Overview
- Product Advantages
- Cutting Samples
- Specific Data
- FAQ
- Related Products
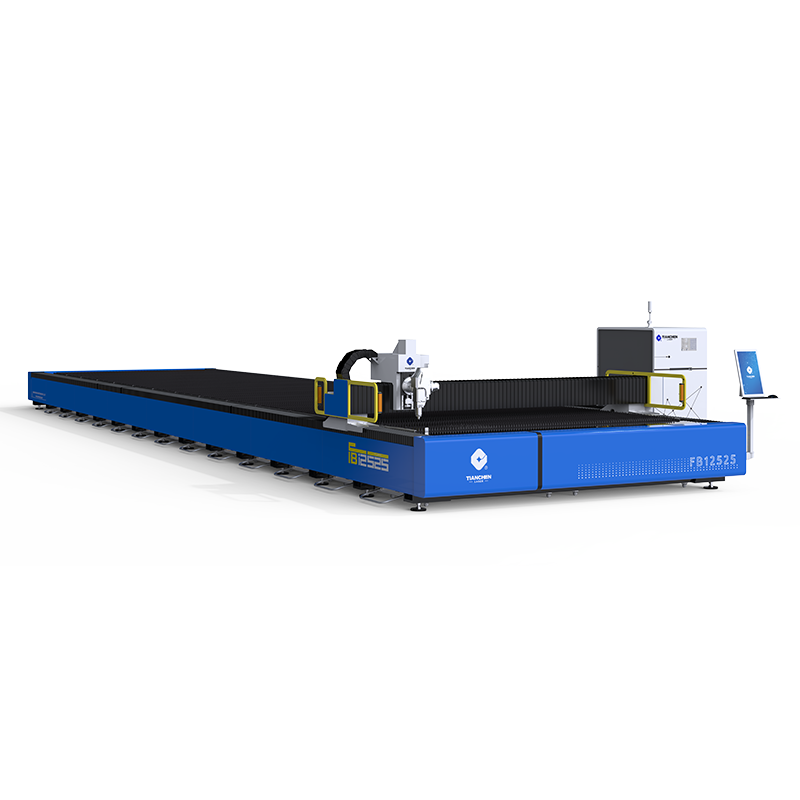
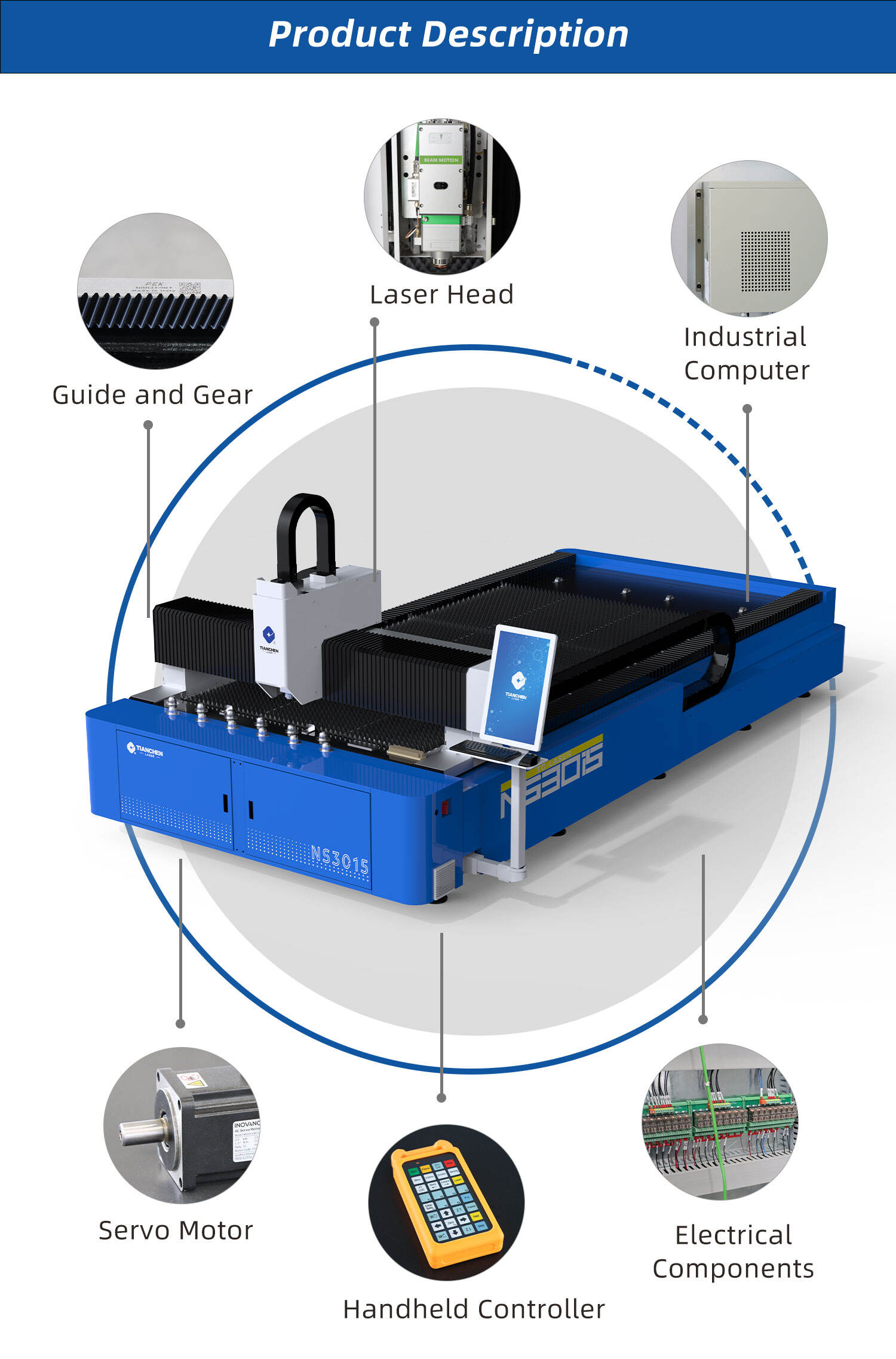
The NS series economic single-platform laser cutting machine is an entry-level product. It is easy to operate, occupies a small floor space, saves site usage, and can be quickly put into production. With a low cost investment, it can achieve relatively high production efficiency.
No screw holes installation
Effectively reduce the frequency of sheet metal scratches, ensure the production quality, and make the product appearance more concise and beautiful.
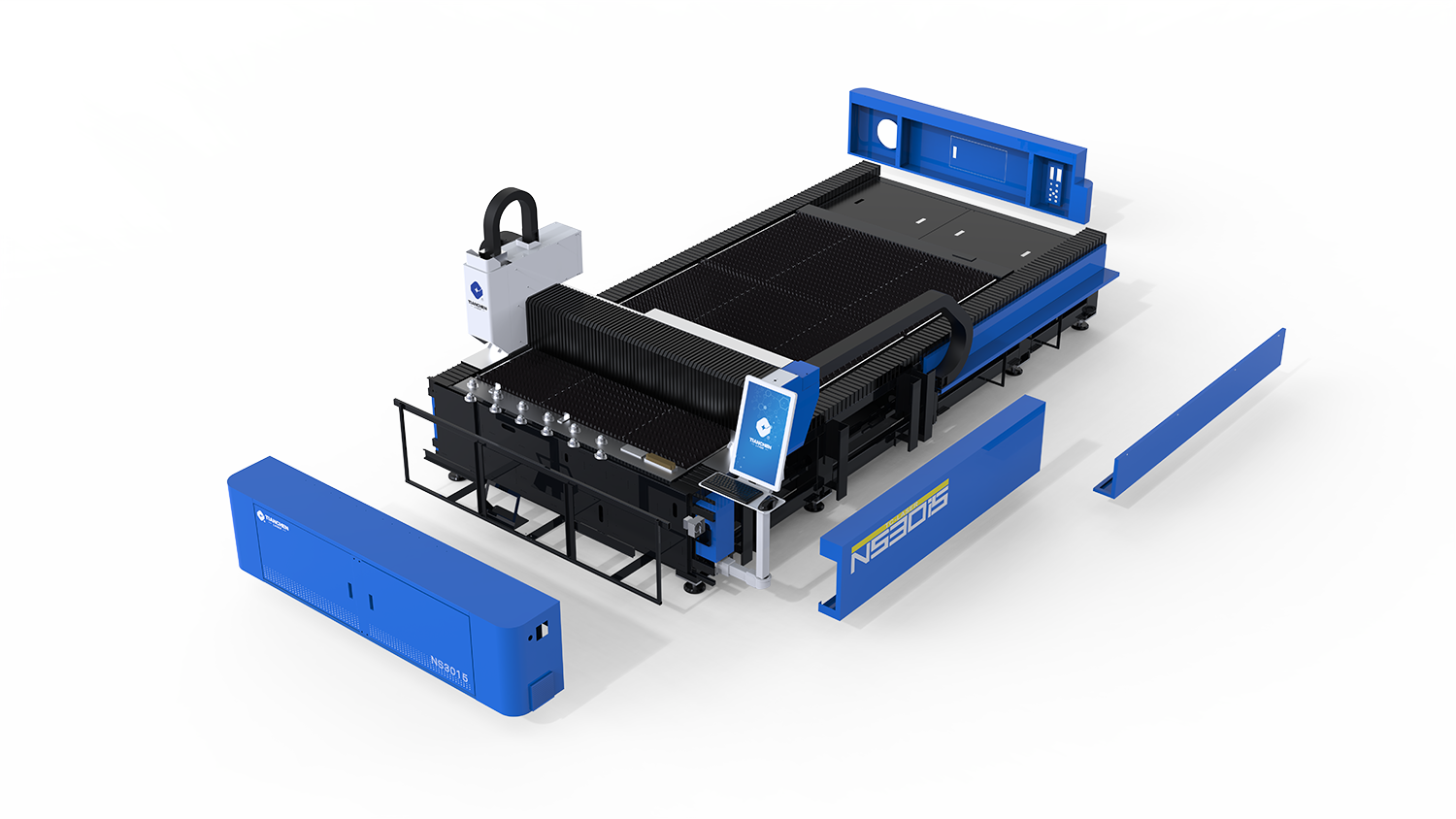
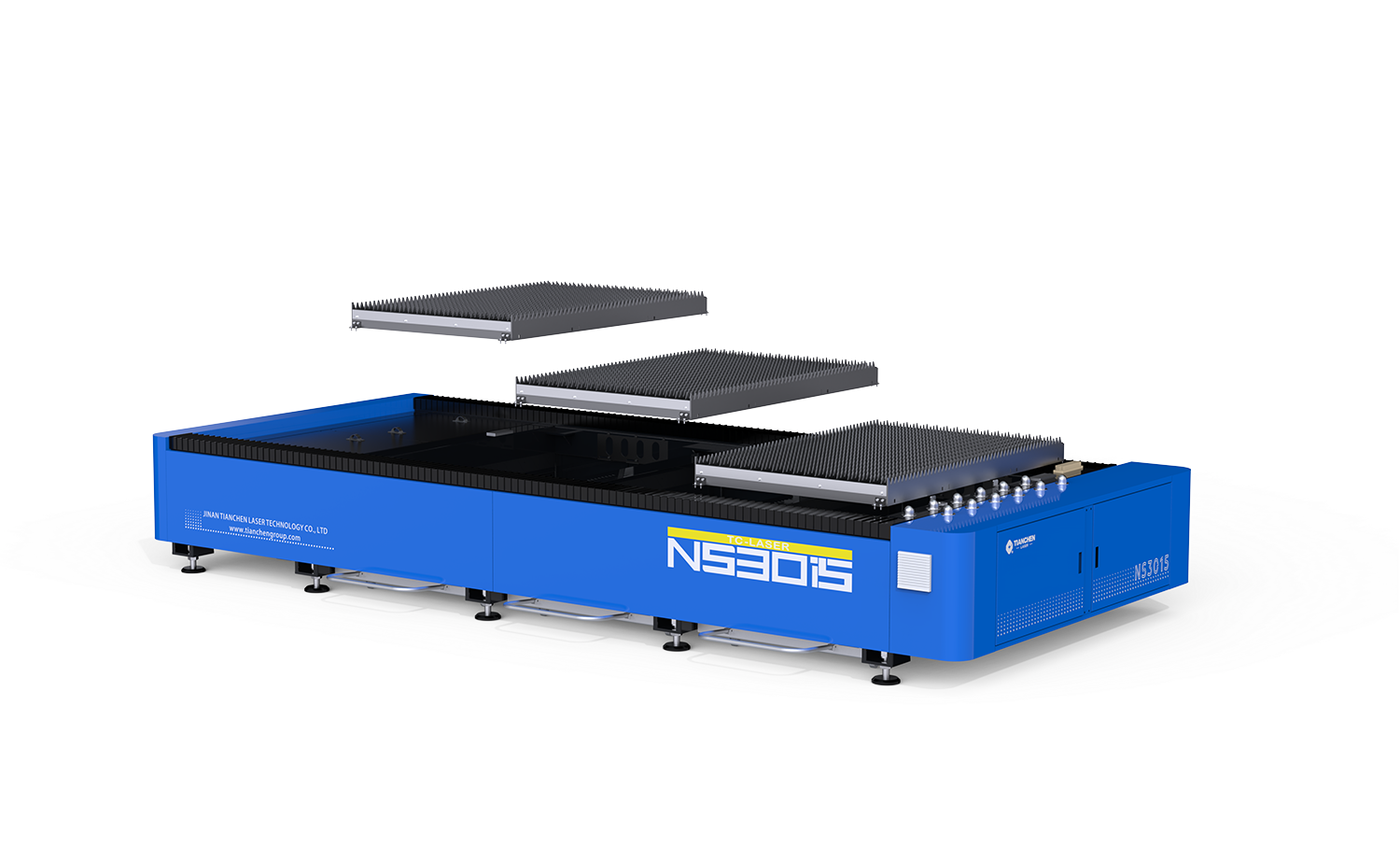
Modular worktable design
The worktable features a modular design. It is detachable and convenient to replace, which facilitates maintenance.
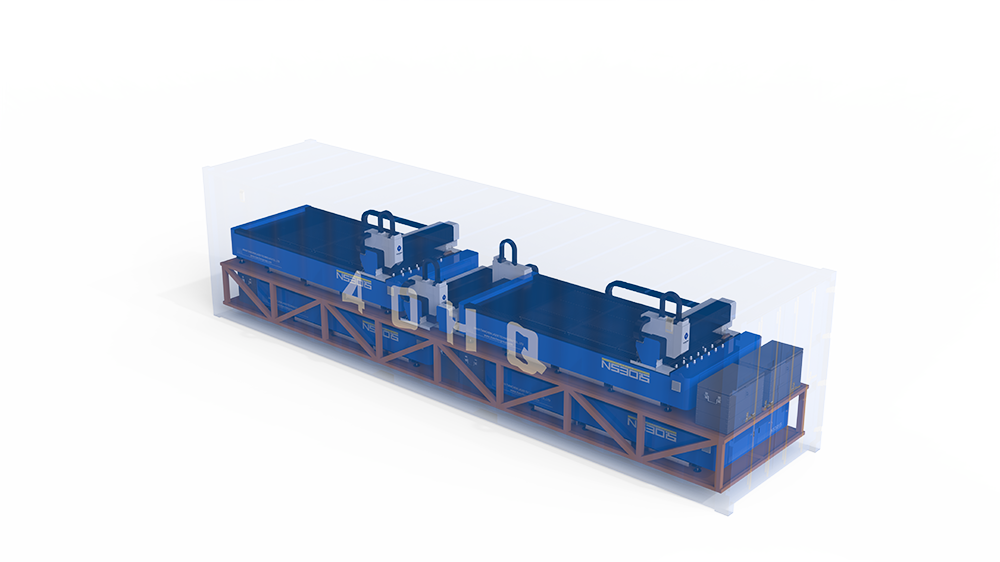
Compact Model , Bulk transport
It can save overseas freight and is suitable for customers who prefer to place bulk orders.

Industrial Machine Bed
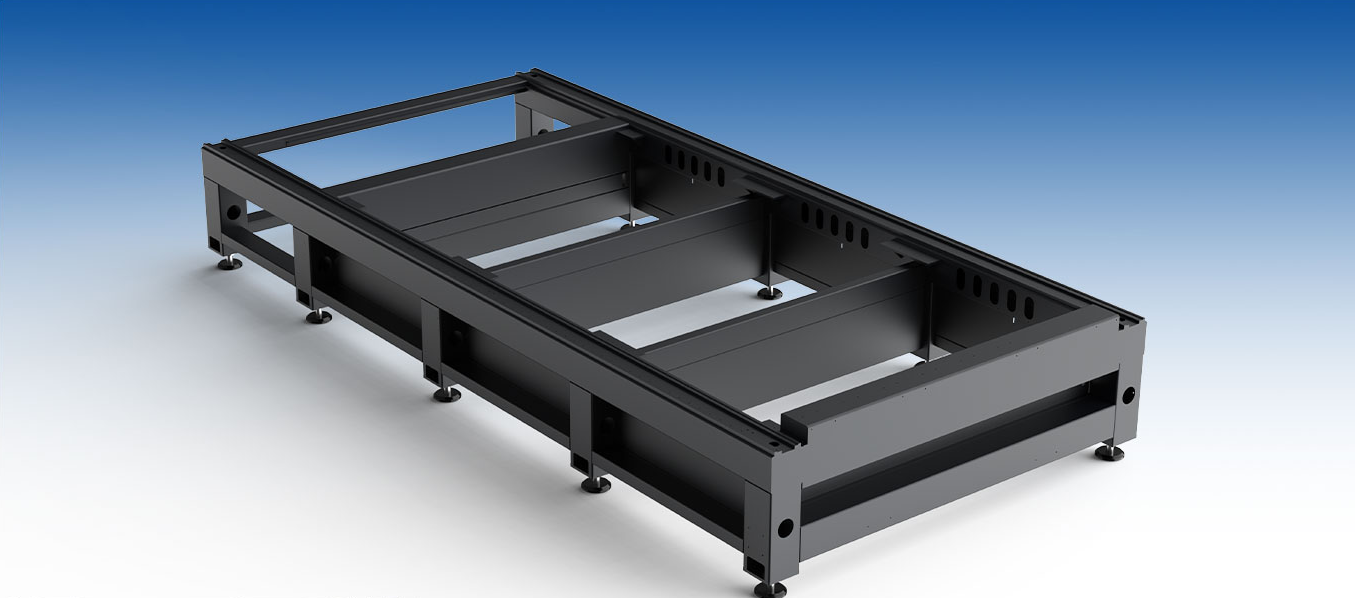
Machine bed was produced by Heavy duty welding,which is equip with 1kw- 3kw. The compact design itsfront part is an electric control cabinet and rear partis for placing laser generator.


Both sides of the Y-axis are milled with high-precisionlathes, which ensures the bed's flatness andguarantees cutting accuracy.
Gantry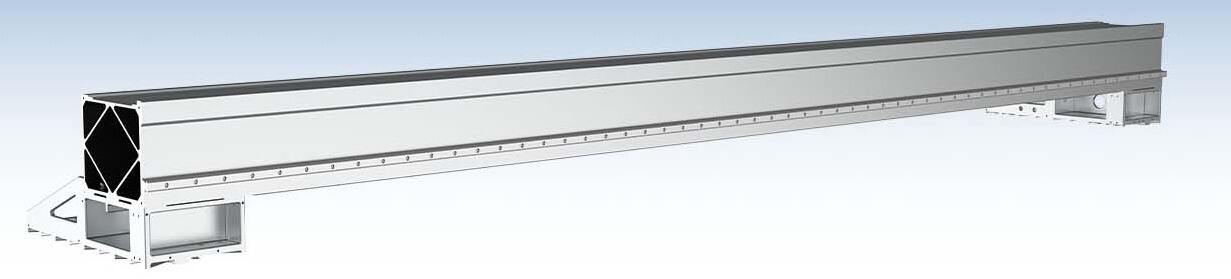
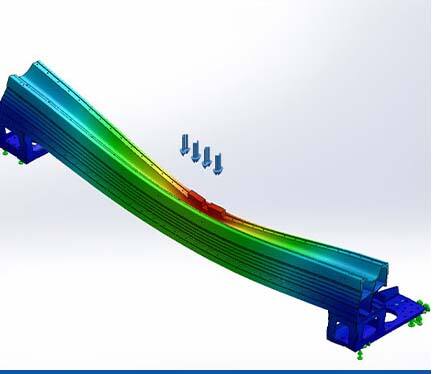
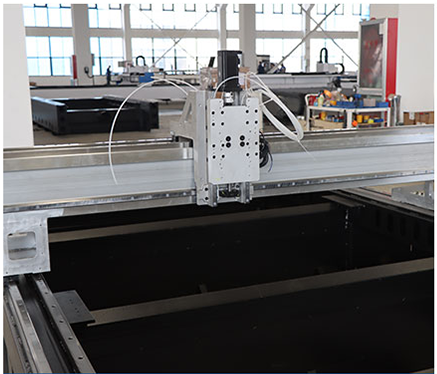

Welded by Extruded Aluminum, the overall beam adopts high rigidity and a large cross-section structure.Aging treatment ensures its high level of rigidity,strength,stability,and impact resistance. High-quality materials are selected molded after finite element analysis and optimization,and undergo annealing,rough machining,vibration aging, finishing, and other processes.Adopt ltaly PEK guide rail and Rack for all transmission ,which has higher precision and dural running performance.
Laser cutting Head
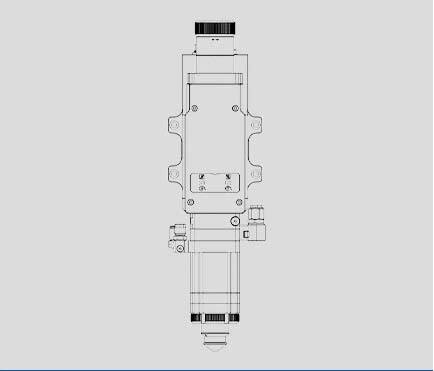


Working PrincipleNozzleProtective Lens
The laser beam will be focused by the focusing lens in the cutting head and the nacts on the surface of the processed material to vaporize the cutting material and complete the cutting with the help of auxiliary gas.It prevents melting stains and other sundries from bouncing up and contaminating the focusing lens and decides the size of gas diffusion. lts service life is about 600 hours.It is a lens that prevents dust and slag splashing from damaging the focusing lens and collimating the lens inside of the laser head and is an essential accessory for laser cutting machines.
Control system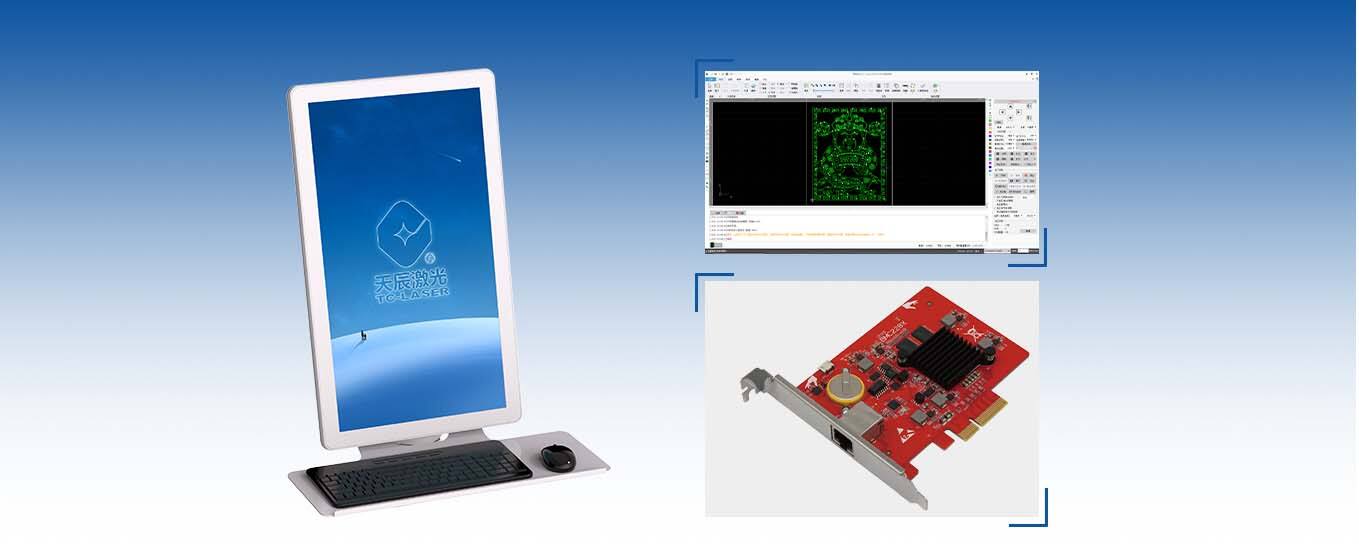
A cost-effective software for the advertising industry and is mainly used in thin metal sheet processing.It fits in low-power range laser machines with functions of the drawing process,toolpath generation,technique setting,laser focus control, pallet changer,etc.Meet your production needs of high efficiency and quality.
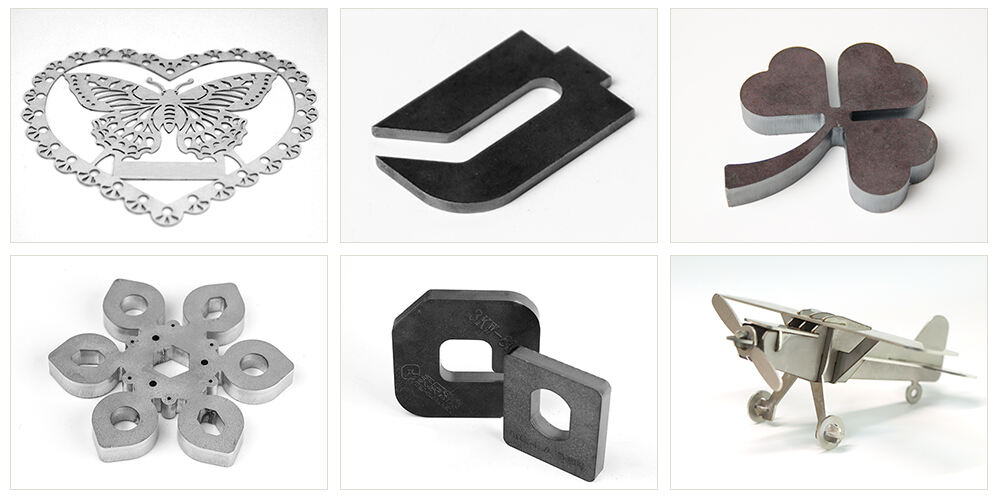
Cutting Samples
Specific Data
|
Model |
NS3015 |
|
|
Working Area |
3048*1524mm |
Option: 4000*2000 / 6000*1500/6000*2000/6000*2500 |
|
Dimension |
4700*2700*1800mm |
|
|
Support Laser Power |
1.5KW-3KW |
FAQ
F:What materials can it cut?
Q:High - power laser - cutting machines can cut a variety of metallic materials, such as carbon steel, stainless steel, aluminum alloy, copper alloy and other metallic materials.
F:What's the maximum thickness of materials that a high - power laser - cutting machine can cut?
Q:The cutting thickness depends on the type of materials and the specific power of the laser - cutting machine. Generally speaking, for carbon steel, a high - power (such as 10 - 20kW) laser - cutting machine can cut materials with a thickness of up to 50 - 80mm; for stainless steel, it can cut plates with a thickness of 30 - 60mm. However, the actual cutting thickness will also be affected by factors such as cutting speed and auxiliary gas.
F:What's the impact of laser power on cutting
Q:Laser power is a crucial factor that affects cutting capacity. High power means stronger cutting ability, enabling the cutting of thicker materials and at a higher cutting speed. However, if the power is too high without appropriate parameters such as cutting speed and auxiliary gas, it may lead to a decline in the quality of the cut surface, with phenomena like over - burning and dross - hanging. During the cutting process, it's necessary to adjust the laser power reasonably according to the material and cutting requirements.