
現代の製造業において、金属加工の効率性とストレージの柔軟性は企業の競争力の核となる要素です。1995年に設立されたハイテク企業である天辰レーザーは、29年にわたり、金属成形および自動化生産ラインのソリューションをグローバルなお客様に提供し続けてきました。さまざまな業界でのレーザー切断工場のアップグレードに伴い、高効率レーザー切断技術とスマート金属ストレージタワーの統合は必然的なトレンドとなっています。天辰レーザーは、その専門的な実力を持って、この変革をリードしています。
レーザー切断工場のアップグレードにおける核心的需要:効率性と柔軟性
従来のレーザー切断工場では、材料利用率が低い、保管管理が煩雑である、切断工程と保管プロセスが連携していないなどの課題に頻繁に直面しています。生産コストの上昇や市場からの高精度化への需要が高まる中で、高い効率性と柔軟性を実現するためのアップグレードは企業にとって最優先事項となっています。金属製ストレージタワーは工場内物流システムの重要な構成要素であり、原材料や完成品の保管を担うだけでなく、レーザー切断工程の継続性と安定性にも直接影響します。
天辰レーザーは顧客中心のアプローチにより、さまざまな業界の実際のニーズを深く理解しています。年間生産能力が1万台を超えるスマート製造拠点は、対応するストレージソリューションの研究開発および生産に堅固な基盤を提供しています。同社の事業は100カ国・地域以上にわたり、世界中の顧客との密接な協力を通じて、特にレーザー切断と金属ストレージタワーの統合において、工場のアップグレードに関する豊富な経験を蓄積してきました。
天辰レーザーの技術サポート:金属ストレージタワーの進化を推進
金属製ストレージタワーの高効率かつ柔軟な開発には、高度なレーザー切断技術の支援が不可欠です。天辰レーザーのNS3015(コストパフォーマンスに優れた機種)、信頼性の高いM230、大判対応のFB12525など、全シリーズのレーザー切断機は、金属製ストレージタワーのアップグレードに堅固な技術的基盤を提供しています。これらのレーザー切断機は、高精度、高効率、安定した性能を特長としており、ストレージタワー用に加工された金属部品が厳しい品質基準を満たすことを確実にしています。
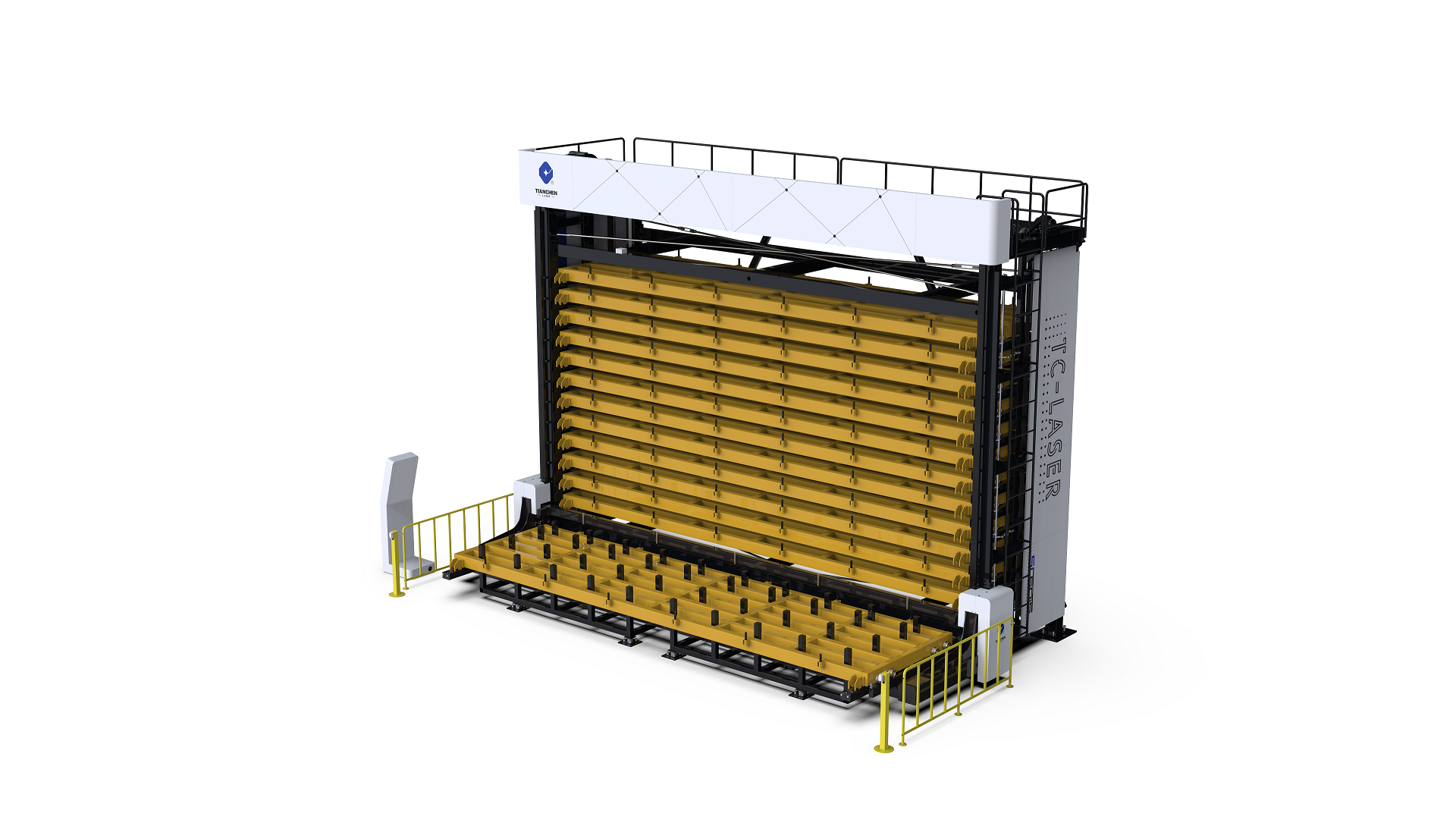
さらに、天辰レーザーは2019年以降、20件以上のソフトウェア著作権および特許を取得しており、知能制御および自動接続技術の分野で継続的に革新を続けています。同社が独自に開発した自動化タワーストレージ設備は、各種レーザー切断機と完全に連携可能で、材料の搬出、保管、取り出しの間におけるシームレスな接続を実現します。この統合により、人的介入が削減され、保管効率が向上するだけでなく、工場の柔軟性も高まり、企業が生産オーダーの変化に迅速に対応できるようになります。
適用事例:メタルストレージタワーが多様な業界に貢献
天辰レーザーのレーザー切断と貯蔵統合ソリューションは、農業機械、重機、自動車製造、建設などの産業分野で広く採用されています。自動車製造業界では、金属部品の需要が大きく多様であり、天辰のレーザー切断機に連動した知能型金属貯蔵タワーは、さまざまな種類の自動車部品を分類・保管でき、生産ラインの効率を向上させます。建設業界では、FB12525などの大型フォーマットレーザー切断機が大容量貯蔵タワーと連携し、大規模な金属構造部品の保管ニーズに対応して、建設プロジェクトの円滑な進行を確実にしています。
品質重視・サービス重視の理念のもと、天辰レーザーはさまざまな業界の顧客にカスタマイズされたソリューションを提供しています。小規模な作業場所であっても大規模な製造企業であっても、それぞれに適したレーザー切断およびストレージ統合プランを導入できます。このパーソナライズされたサービスは世界中の顧客から広く認められており、天辰レーザーをグローバルなレーザー切断加工場のアップグレード分野において信頼されるパートナーとして確立しています。
将来のトレンド:レーザー切断とストレージの知能的統合
製造業が知能化と自動化に向かって進む中、レーザー切断と金属保管タワーの統合はさらに深まっていくでしょう。天辰レーザーは、品質とサービスへの集中という理念を今後も堅持し、専門のR&Dチームを頼りに技術の継続的な革新を推進していきます。将来、金属保管タワーはより知能化され、リアルタイム在庫監視、自動在庫補充、知能スケジューリングなどの機能を備え、レーザー切断機と緊密に連携して、完全に自動化された生産エコシステムを形成するでしょう。
29年間、Tianchen Laserはレーザー業界で急速に成長し、その事業は世界中の100カ国・地域以上に広がっています。レーザー切断工場のアップグレード波の中で、同社は今後も豊富な経験、先進技術、高品質な製品を活用して、金属製ストレージタワーの高効率かつ柔軟な開発をグローバルな顧客に支援し、企業の持続可能な発展にさらなる価値を創造していきます。