
Nel panorama moderno della produzione, l'efficienza nella lavorazione dei metalli e la flessibilità di stoccaggio sono diventate fattori chiave di competitività per le aziende. Impresa ad alta tecnologia fondata nel 1995, Tianchen Laser si impegna da 29 anni a fornire ai clienti di tutto il mondo soluzioni per la formatura dei metalli e linee di produzione automatizzate. Con l'aggiornamento dei laboratori di taglio laser in vari settori, l'integrazione tra tecnologia di taglio laser ad alta efficienza e torri intelligenti di stoccaggio metallico è divenuta una tendenza inevitabile, e Tianchen Laser guida questa trasformazione grazie alla propria competenza professionale.
La domanda fondamentale dell'aggiornamento del reparto di taglio laser: efficienza e flessibilità
I tradizionali reparti di taglio laser spesso si scontrano con problemi come bassa resa dei materiali, gestione ingombrante delle scorte e disconnessione tra i processi di taglio e stoccaggio. In un contesto di costi produttivi in aumento e crescente richiesta di precisione da parte del mercato, l'aggiornamento per raggiungere alta efficienza e flessibilità è diventato una priorità assoluta per le aziende. Le torri di stoccaggio per metalli, essendo una componente importante del sistema logistico del reparto, non si occupano soltanto dello stoccaggio delle materie prime e dei prodotti finiti, ma influiscono direttamente sulla continuità e stabilità del processo di taglio laser.
Tianchen Laser, con il suo approccio centrato sul cliente, comprende a fondo le esigenze reali di vari settori industriali. La sua base di produzione intelligente, con una capacità annua superiore a 10.000 unità, fornisce una solida base per la ricerca e sviluppo e la produzione di soluzioni di stoccaggio abbinati. L'attività dell'azienda copre oltre 100 paesi e regioni, e grazie a collaborazioni approfondite con clienti in tutto il mondo, ha accumulato una ricca esperienza nel rinnovamento dei reparti produttivi, in particolare nell'integrazione del taglio laser e delle torri di stoccaggio per metalli.
Supporto Tecnico di Tianchen Laser: Promuovere l'evoluzione delle Torri di Stoccaggio per Metalli
L'alto rendimento e lo sviluppo flessibile delle torri di stoccaggio in metallo non possono prescindere dal supporto della tecnologia avanzata di taglio laser. L'intera gamma di macchine per il taglio laser di Tianchen Laser, come la conveniente NS3015, la affidabile M230 e la formato grande FB12525, ha posto una solida base tecnica per il miglioramento delle torri di stoccaggio in metallo. Queste macchine per il taglio laser si contraddistinguono per alta precisione, elevata efficienza e prestazioni stabili, garantendo che i componenti metallici lavorati per le torri di stoccaggio soddisfino rigorosi standard qualitativi.
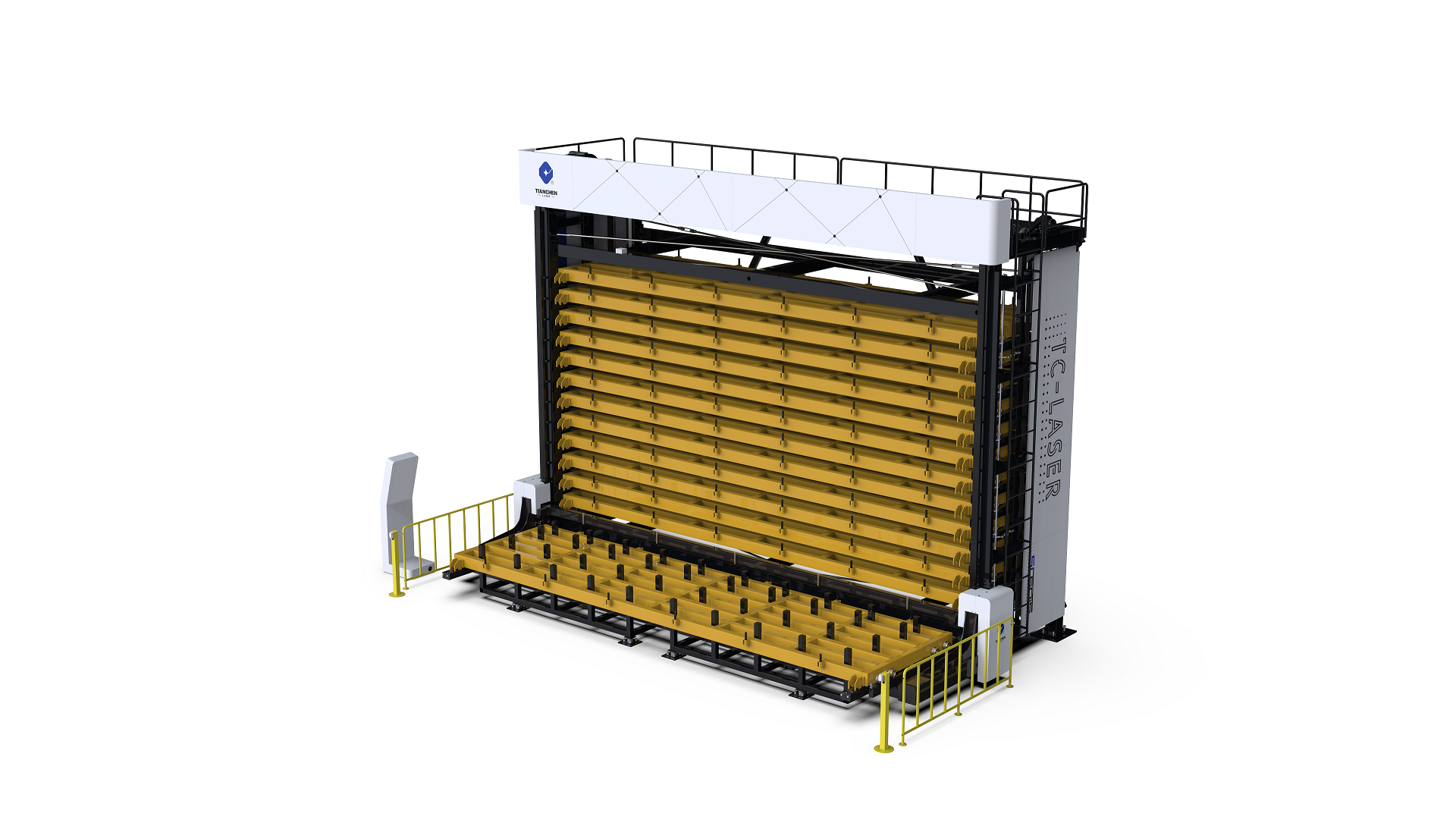
Inoltre, dal 2019 Tianchen Laser ha ottenuto più di 20 diritti d'autore software e brevetti, innovando continuamente nelle tecnologie di controllo intelligente e connessione automatizzata. Le attrezzature per magazzini a torre automatizzati sviluppate autonomamente dall'azienda possono essere perfettamente abbinati a vari macchinari per il taglio laser, realizzando una connessione senza interruzioni tra scarico materiali, stoccaggio e prelievo. Questa integrazione riduce non soltanto l'intervento manuale e migliora l'efficienza dello stoccaggio, ma aumenta anche la flessibilità del laboratorio, consentendo alle imprese di rispondere rapidamente ai cambiamenti nei ordini di produzione.
Pratica applicativa: Torri di stoccaggio in metallo a sostegno di settori diversificati
Le soluzioni integrate di taglio laser e stoccaggio di Tianchen Laser sono state ampiamente applicate in settori come la meccanica agricola, la pesante meccanica, la produzione automobilistica e l'edilizia. Nel settore della produzione automobilistica, la domanda di componenti metallici è elevata e diversificata, e le torri intelligenti per lo stoccaggio di metalli abbinati alle macchine per il taglio laser di Tianchen possono classificare e immagazzinare diversi tipi di ricambi auto, migliorando l'efficienza della linea di produzione; nel settore edile, macchine per il taglio laser in grande formato come il modello FB12525 si abbinano a torri di stoccaggio ad alta capacità per soddisfare le esigenze di immagazzinamento di grandi componenti strutturali metallici, garantendo il regolare svolgimento dei progetti edili.
Con la sua filosofia orientata alla qualità e al servizio, Tianchen Laser offre soluzioni personalizzate per clienti di diversi settori industriali. Sia che si tratti di un piccolo laboratorio o di un'azienda manifatturiera su larga scala, è possibile ottenere piani integrati adatti per il taglio laser e la conservazione. Questo servizio personalizzato ha ottenuto ampio riconoscimento da parte dei clienti in tutto il mondo e ha reso Tianchen Laser un partner affidabile nel campo dell'aggiornamento dei laboratori di taglio laser a livello globale.
La tendenza futura: integrazione intelligente del taglio laser e della conservazione
Mentre il settore manifatturiero si orienta verso l'intelligenza e l'automazione, l'integrazione tra taglio laser e torri di stoccaggio per metalli diventerà più approfondita. Tianchen Laser continuerà ad attenersi al principio di focalizzarsi sulla qualità e sul servizio, sostenuta dal suo team professionale di ricerca e sviluppo, innovando continuamente dal punto di vista tecnologico. In futuro, le torri di stoccaggio per metalli saranno più intelligenti, con funzioni come il monitoraggio in tempo reale delle scorte, il riordino automatico delle scorte e la pianificazione intelligente, integrandosi strettamente con le macchine per il taglio laser per formare un ecosistema produttivo completamente automatizzato.
Da 29 anni, Tianchen Laser è cresciuta rapidamente nel settore dei laser e la sua attività si è estesa in più di 100 paesi e regioni in tutto il mondo. Nella fase di aggiornamento dei laboratori di taglio laser, l'azienda continuerà a utilizzare la propria ricca esperienza, tecnologia avanzata e prodotti di alta qualità per aiutare i clienti globali a realizzare uno sviluppo efficiente e flessibile delle torri di stoccaggio metalliche, creando maggiore valore per lo sviluppo sostenibile delle imprese.