
In der modernen Fertigungslandschaft sind die Effizienz bei der Metallverarbeitung und die Flexibilität bei der Lagerung zu zentralen Wettbewerbsvorteilen für Unternehmen geworden. Als High-Tech-Unternehmen, das 1995 gegründet wurde, widmet sich Tianchen Laser seit 29 Jahren der Bereitstellung von Lösungen für metallverarbeitende Anlagen und automatisierte Produktionslinien für Kunden weltweit. Mit der Modernisierung von Laserschneidanlagen in verschiedenen Branchen hat sich die Integration hochleistungsfähiger Laserschneidtechnologie und intelligenter Metallspeichertürme zu einem unausweichlichen Trend entwickelt, bei dem Tianchen Laser durch seine fachliche Kompetenz eine führende Rolle übernimmt.
Die Kernanforderung der Modernisierung der Laser-Schneidwerkstatt: Effizienz und Flexibilität
Traditionelle Laser-Schneidwerkstätten stehen oft vor Problemen wie geringer Materialausnutzung, umständlichem Lagermanagement und einer Diskrepanz zwischen dem Schneid- und dem Lagerprozess. Vor dem Hintergrund steigender Produktionskosten und wachsender Marktanforderungen nach Präzision hat die Modernisierung zur Erreichung hoher Effizienz und Flexibilität höchste Priorität für Unternehmen. Metalllagertürme, als wichtiger Bestandteil des Werkstattlogistiksystems, sind nicht nur für die Lagerung von Roh- und Fertigmaterial verantwortlich, sondern beeinflussen auch direkt die Kontinuität und Stabilität des Laser-Schneidprozesses.
Tianchen Laser versteht durch seinen kundenzentrierten Ansatz die tatsächlichen Anforderungen verschiedener Branchen genau. Die intelligente Fertigungsanlage mit einer jährlichen Produktionskapazität von über 10.000 Einheiten bildet eine solide Grundlage für die Entwicklung und Produktion passender Speicherlösungen. Das Unternehmen ist in mehr als 100 Ländern und Regionen tätig und hat durch intensive Zusammenarbeit mit Kunden weltweit umfangreiche Erfahrung in der Werkstattmodernisierung gesammelt, insbesondere bei der Integration von Laserschneiden und Metallspeichertürmen.
Technischer Support von Tianchen Laser: Treiber für die Weiterentwicklung von Metallspeichertürmen
Die effiziente und flexible Entwicklung von Metallspeicheranlagen ist nicht denkbar ohne die Unterstützung fortschrittlicher Laserschneidtechnologie. Die gesamte Palette an Laserschneidanlagen von Tianchen Laser, wie die kostengünstige NS3015, die zuverlässige M230 sowie die großformatige FB12525, hat eine solide technische Grundlage für die Modernisierung von Metallspeicheranlagen geschaffen. Diese Laserschneidanlagen zeichnen sich durch hohe Präzision, hohe Effizienz und stabile Leistung aus und gewährleisten, dass die bearbeiteten metallischen Bauteile der Speicheranlagen strengen Qualitätsanforderungen genügen.
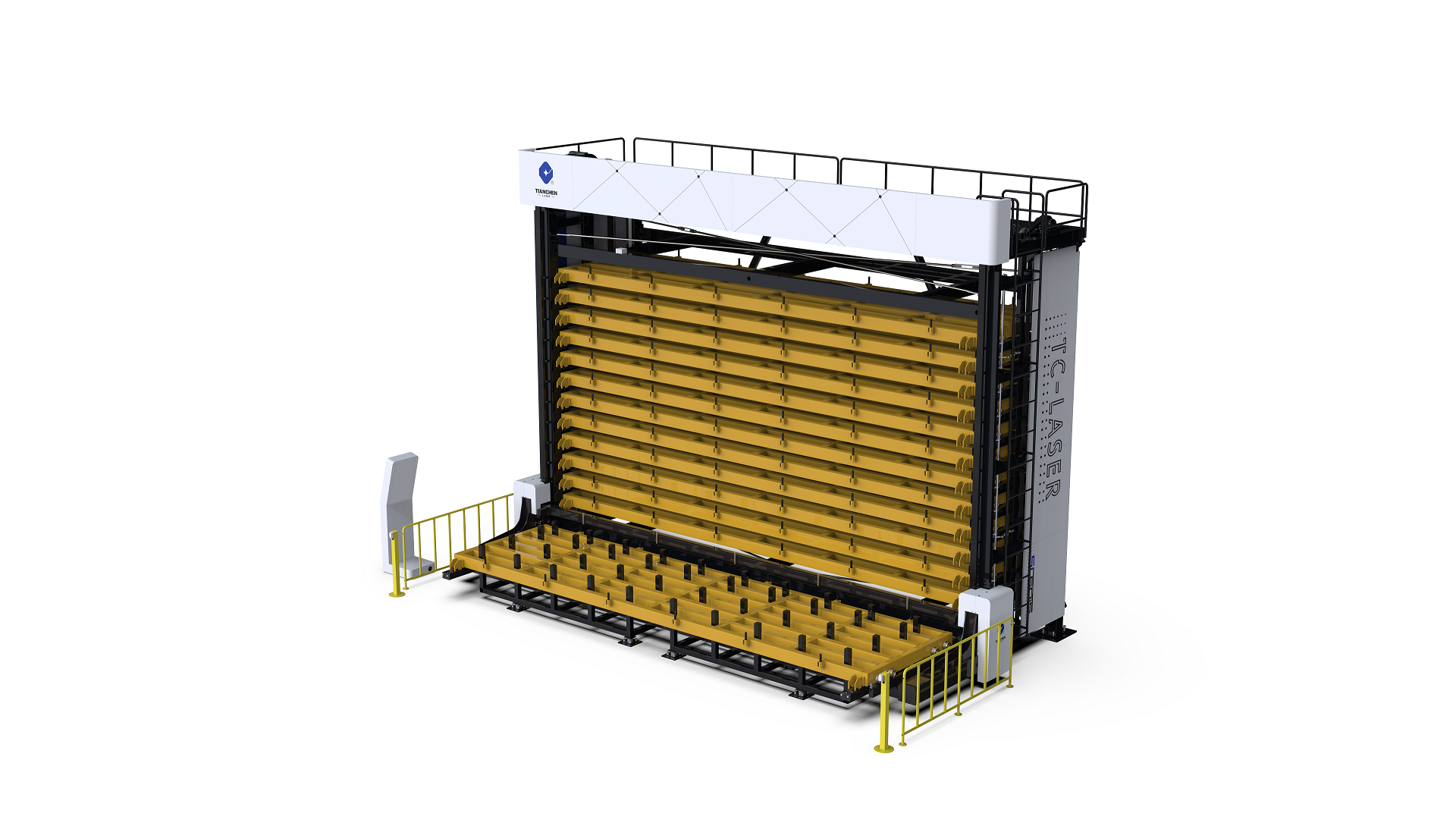
Darüber hinaus hat Tianchen Laser seit 2019 mehr als 20 Softwareurheberrechte und Patente erhalten und setzt kontinuierlich Innovationen in der intelligenten Steuerung und automatisierten Anschlusstechnik um. Die vom Unternehmen selbst entwickelte automatisierte Turmspeicherausrüstung kann perfekt mit verschiedenen Laserschneidmaschinen kombiniert werden und ermöglicht eine nahtlose Verbindung zwischen Materialentnahme, -lagerung und -abholung. Diese Integration reduziert nicht nur den manuellen Eingriff und verbessert die Lagerspezifizität, sondern erhöht auch die Flexibilität der Werkstatt und ermöglicht es Unternehmen, schnell auf Änderungen in Produktionsaufträgen zu reagieren.
Anwendungspraxis: Metalllagerspeicher-Türme stärken diversifizierte Branchen
Die integrierten Lösungen von Tianchen Laser für Laserschneiden und Lagerung werden in Branchen wie Landmaschinen, Schwermaschinen, Automobilproduktion und Bauwesen weit verbreitet eingesetzt. In der Automobilproduktion ist die Nachfrage nach metallenen Bauteilen groß und vielfältig, und die intelligenten Metalllagersysteme, die mit den Laserschneidanlagen von Tianchen kombiniert werden, ermöglichen die Klassifizierung und Lagerung verschiedener Arten von Autoteilen, wodurch die Effizienz der Produktionslinie gesteigert wird; im Bauwesen arbeiten großformatige Laserschneidanlagen wie das Modell FB12525 zusammen mit hochkapazitiven Lagerungstürmen, um den Lagerbedarf für großskalierte metallene Strukturteile zu decken und den reibungslosen Fortgang von Bauprojekten sicherzustellen.
Mit seiner qualitäts- und serviceorientierten Philosophie bietet Tianchen Laser maßgeschneiderte Lösungen für Kunden aus verschiedenen Branchen. Egal ob es sich um eine kleine Werkstatt oder ein großes Fertigungsunternehmen handelt, passende integrierte Lösungen für Laserschneiden und Lagerung sind verfügbar. Dieser personalisierte Service hat weltweit hohe Anerkennung bei Kunden gefunden und macht Tianchen Laser zu einem vertrauenswürdigen Partner im Bereich der globalen Modernisierung von Laserschneidwerkstätten.
Der Zukunftstrend: Intelligente Integration von Laserschneiden und Lagerung
Während die Fertigungsindustrie zunehmend in Richtung Intelligenz und Automatisierung voranschreitet, wird die Integration von Laserschneiden und Metalllagersystemen noch tiefer gehen. Tianchen Laser wird weiterhin das Prinzip der Fokussierung auf Qualität und Service aufrechterhalten und sich auf sein professionelles F&E-Team stützen, um kontinuierlich technologische Innovationen voranzutreiben. In Zukunft werden Metalllagersysteme intelligenter sein, mit Funktionen wie Echtzeit-Bestandsüberwachung, automatischer Nachbestellung und intelligenter Planung, und eng mit Laserschneidanlagen verbunden sein, um ein vollständlich automatisiertes Produktionssystem zu bilden.
Seit 29 Jahren wächst Tianchen Laser in der Laserbranche rasant, und das Unternehmen ist inzwischen in über 100 Ländern und Regionen weltweit vertreten. In der Welle der Modernisierung von Laser-Schneidwerkstätten wird das Unternehmen weiterhin seine umfassende Erfahrung, fortschrittliche Technologie und hochwertige Produkte nutzen, um globale Kunden bei der effizienten und flexiblen Entwicklung von Metallspeichertürmen zu unterstützen und damit einen größeren Wert für die nachhaltige Entwicklung von Unternehmen schaffen.