Tianchen Laser: Professionelle Metall-Laserschneidlösungen & hochwertige Maschinen
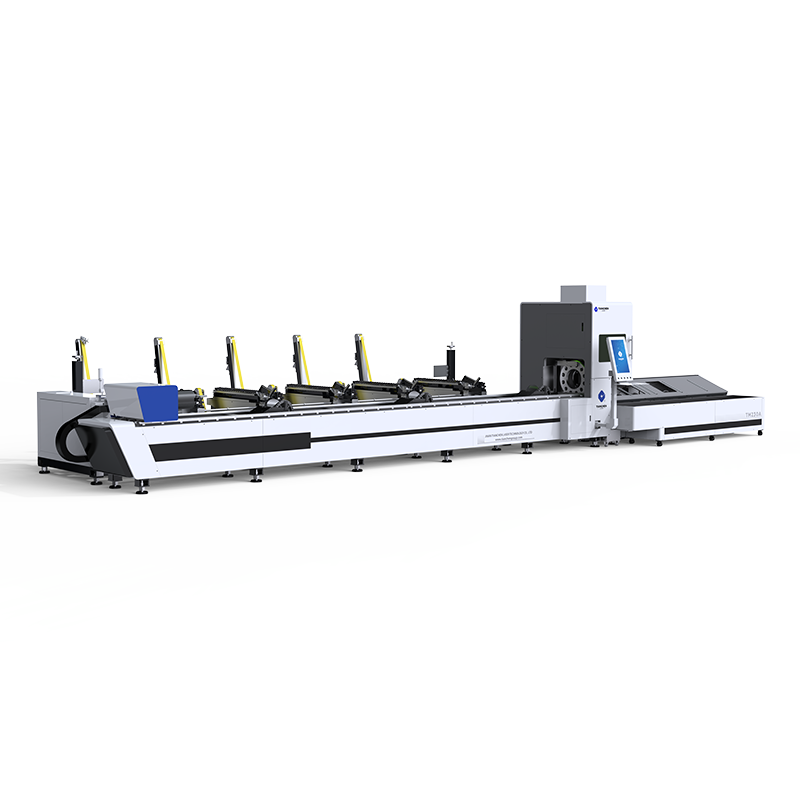
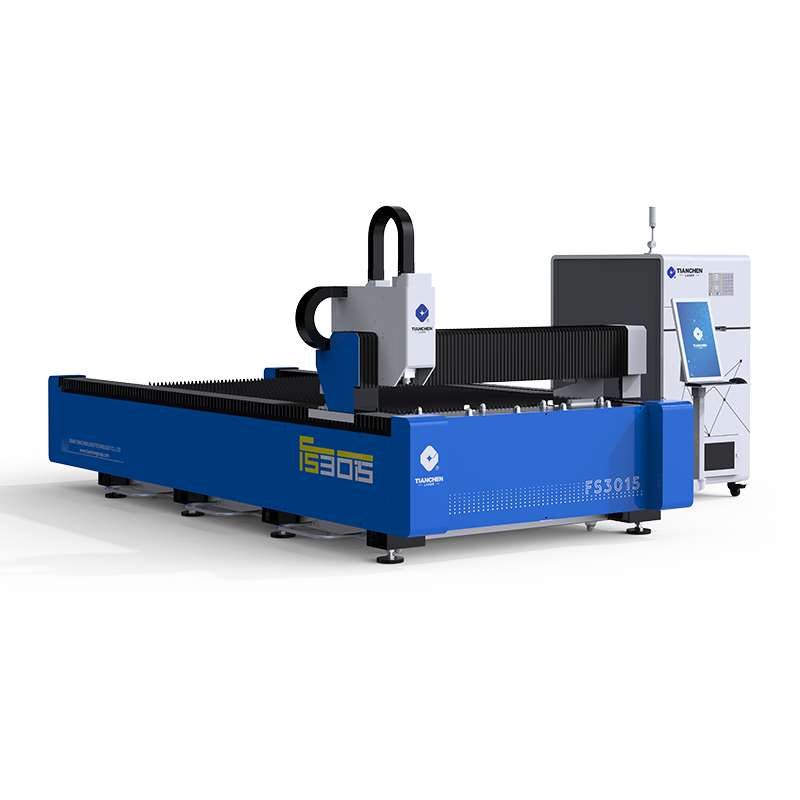
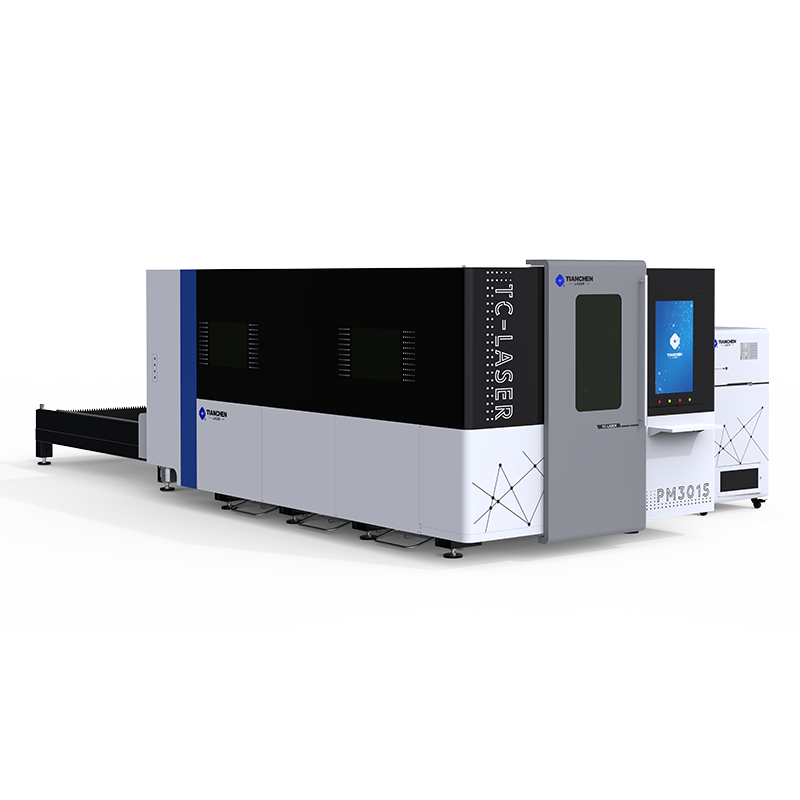
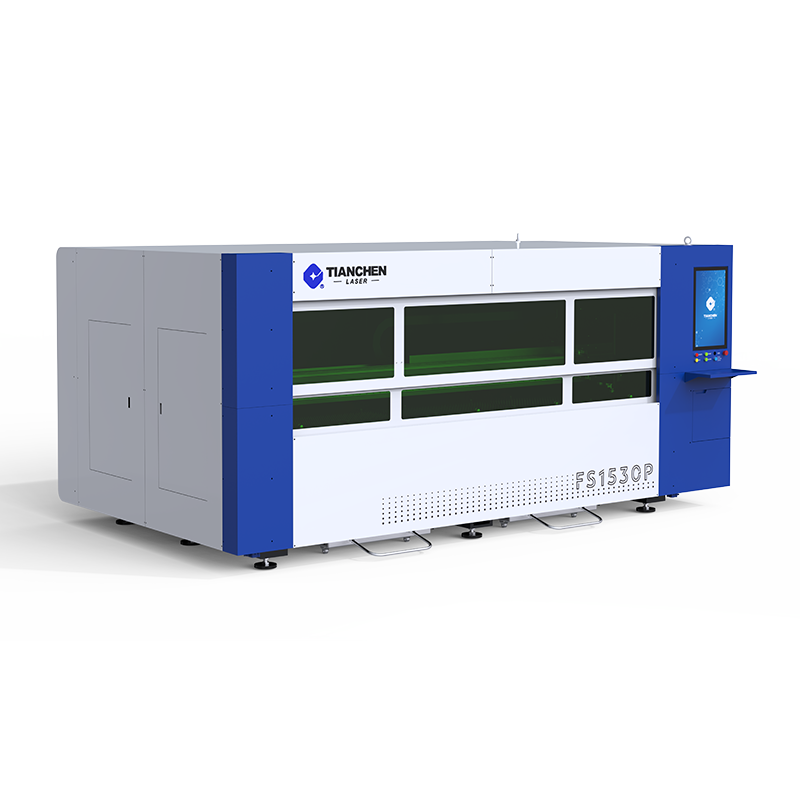
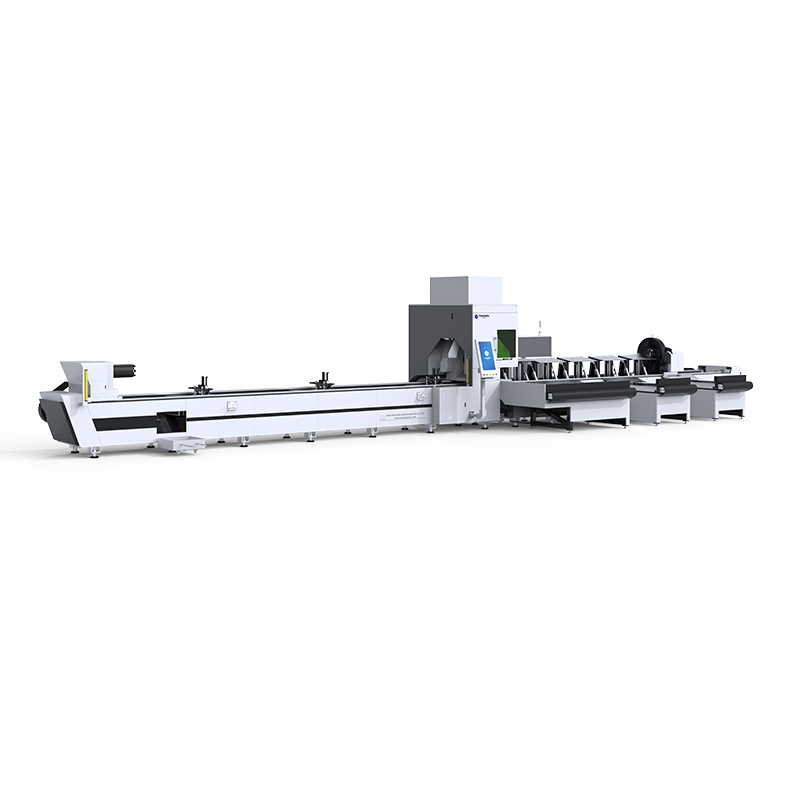
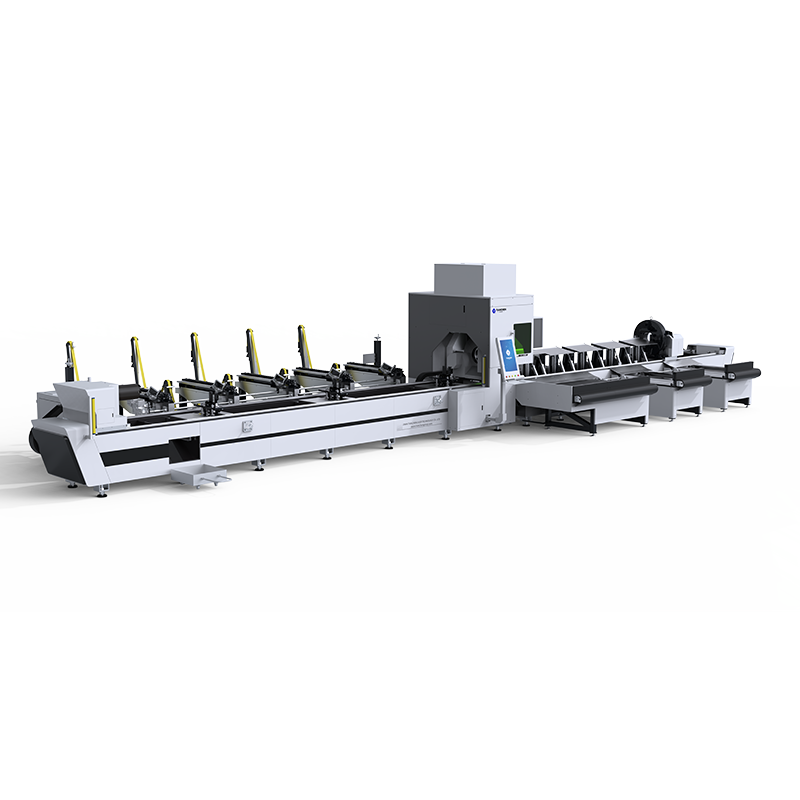
Tianchen Laser, eine hundertprozentige Tochtergesellschaft der Jinan Tianchen Group (gegründet 1995), ist ein führendes Unternehmen im Bereich des metallischen Laserschneidens. Wir bieten eine umfassende Palette an Metall-Laserschneidanlagen, darunter die kostengünstige NS3015, die zuverlässige M230, die großformatige FB12525 und die fortschrittliche PM3015, welche die Serien P SERIES, FB SERIES, TM SERIES und FS SERIES abdecken. Unsere Maschinen zeichnen sich durch hohe Präzision, Effizienz und stabile Leistung aus und werden in Branchen wie Landmaschinen, Schwermaschinenbau, Automobilproduktion und Bauwesen eingesetzt. Mit einer intelligenten Fertigungsanlage, einer jährlichen Produktionskapazität von über 10.000 Einheiten und Geschäftsaktivitäten in mehr als 100 Ländern/Regionen bieten wir Komplettlösungen: kundenspezifische Dienstleistungen, schnelle Lieferung und Qualitätssicherung. Wir stellen zudem unterstützende Ausrüstungen wie automatisierte Turmspeicher für metallische Laserschneidprozesse bereit und halten über 20 Softwareurheberrechte und Patente, um den weltweiten Anforderungen unserer Kunden im Bereich Metall-Laserschneiden gerecht zu werden.
Angebot anfordern