
في بيئة التصنيع الحديثة، أصبحت كفاءة معالجة المعادن ومرونة التخزين من عناصر التنافسية الأساسية للشركات. وبصفتها شركة تقنية متقدمة تأسست عام 1995، التزمت شركة Tianchen Laser طوال 29 عامًا بتوفير حلول تشكيل المعادن وخطوط الإنتاج الآلية للعملاء حول العالم. ومع ترقية ورش قطع الليزر في مختلف الصناعات، أصبح دمج تقنية قطع الليزر عالية الكفاءة مع أبراج التخزين المعدنية الذكية اتجاهاً حتمياً، وتتصدر Tianchen Laser هذه الثورة بفضل خبرتها الاحترافية.
الطلب الأساسي لتحديث ورشة قطع الليزر: الكفاءة والمرونة
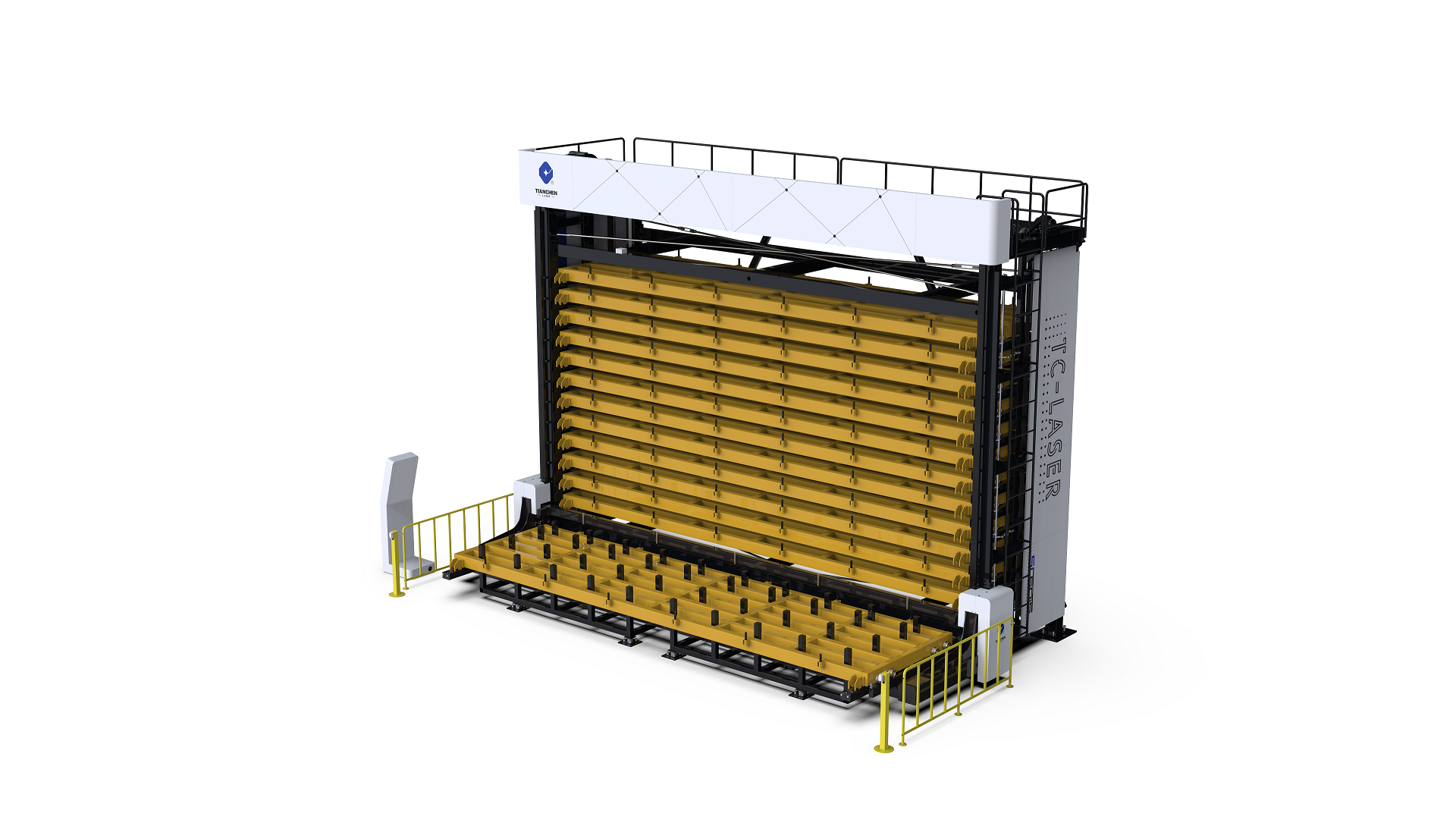
غالبًا ما تواجه ورش قطع الليزر التقليدية مشكلات مثل انخفاض كفاءة استخدام المواد، وإدارة تخزين معقدة، وانفصال عمليات القطع عن عمليات التخزين. وفي ظل ارتفاع تكاليف الإنتاج وزيادة الطلب في السوق على الدقة، أصبح التحديث لتحقيق كفاءة ومرونة عالية أولوية قصوى للشركات. وتُعد أبراج تخزين المعادن جزءًا مهمًا من نظام اللوجستيات في الورشة، حيث لا تقوم فقط بتخزين المواد الخام والمنتجات النهائية، بل تؤثر أيضًا بشكل مباشر على استمرارية واستقرار عملية قطع الليزر.
تيانشين ليزر، باتباعها نهجًا يركز على العميل، تفهم بشكل عميق الاحتياجات الفعلية لمختلف الصناعات. ويُعد قاعدتها للإنتاج الذكي، التي تبلغ طاقتها الإنتاجية السنوية أكثر من 10,000 وحدة، أساسًا متينًا لتطوير وإنتاج حلول التخزين المخصصة. وتشمل أعمال الشركة أكثر من 100 دولة ومنطقة، وبفضل التعاون المعمق مع العملاء في جميع أنحاء العالم، جمعت خبرة واسعة في ترقية ورش العمل، خاصةً في مجال دمج قص الليزر وأبراج تخزين المعادن.
الدعم الفني لشركة تيانشين ليزر: دفع تطور أبراج تخزين المعادن
لا يمكن الفصل بين التطوير عالي الكفاءة والمرن لأبراج التخزين المعدنية ودعم تقنية القطع بالليزر المتقدمة. فقد وفرت مجموعة Tianchen Laser الكاملة من ماكينات القطع بالليزر، مثل الطراز اقتصادي التكلفة NS3015، والطراز الموثوق M230، والطراز بتنسيق كبير FB12525، أساسًا تقنيًا متينًا لتحديث أبراج التخزين المعدنية. وتتميز هذه ماكينات القطع بالليزر بدقة عالية وكفاءة عالية وأداء مستقر، مما يضمن أن المكونات المعدنية المعالجة لأبراج التخزين تفي بمعايير الجودة الصارمة.
بالإضافة إلى ذلك، حصلت شركة تيان تشن ليزر على أكثر من 20 براءة اختراع وحقوق تسجيل برمجيات منذ عام 2019، حيث واصلت الابتكار في تقنيات التควบّل الذكي والاتصال الآلي. يمكن لمعدات التخزين الأبراجية الآلية التي طوّرتها الشركة بشكل مستقل أن تتكامل بشكل مثالي مع مختلف آلات القطع بالليزر، مما يحقق اتصالاً سلساً بين تفريغ المواد، والتخزين، واسترجاعها. لا يقلّ هذا التتكامل من الت intervention اليدوي ويرفع كفاءة التخزين فحسب، بل يعزز أيضاً المرونة في ورشة العمل، مما يمكن الشركات من الاستجابة بسرعة للتغييرات في أوامر الإنتاج.
مجالات التطبيق: أبراج التخزين المعدنية تمكّن صناعات متنوعة
تم تطبيق الحلول المتكاملة للقطع بالليزر والتخزين من شركة تيانشن لليزر على نطاق واسع في صناعات مثل الآلات الزراعية، والآلات الثقيلة، وتصنيع السيارات، والبناء. في مجال تصنيع السيارات، تكون الحاجة إلى مكونات معدنية كبيرة ومتنوعة، ويمكن لأبراج التخزين الذكية المتطابقة مع آلات قطع الليزر من تيانشن أن تقوم بتصنيف وتخزين أنواع مختلفة من قطع غيار السيارات، مما يحسن كفاءة خط الإنتاج؛ وفي قطاع البناء، فإن آلات القص بالليزر ذات التنسيق الكبير مثل FB12525 تعمل بالتعاون مع أبراج تخزين عالية السعة لتلبية احتياجات تخزين الأجزاء الهيكلية المعدنية الكبيرة، مما يضمن سير مشاريع البناء بسلاسة.
بفضل فلسفتها القائمة على الجودة والخدمة، توفر شركة تيانشن لليزر حلولاً مخصصة لمختلف عملاء الصناعات. سواء كان ورشة صغيرة أو مؤسسة تصنيع كبيرة الحجم، يمكن لكل منها الحصول على خطط مناسبة للتكامل بين قص الليزر والتخزين. وقد نالت هذه الخدمة الشخصية اعترافًا واسع النطاق من العملاء في جميع أنحاء العالم، كما جعلت تيانشن لليزر شريكًا موثوقًا به في مجال ترقية ورش قص الليزر حول العالم.
الاتجاه المستقبلي: التكامل الذكي بين قص الليزر والتخزين
مع انتقال صناعة التصنيع نحو الذكاء والأتمتة، سيصبح دمج قص الليزر وأبراج تخزين المعادن أكثر عمقًا. وستواصل تيانشين ليزر التمسك بمبدأ التركيز على الجودة والخدمة، بالاعتماد على فريق البحث والتطوير المهني لديها للابتكار المستمر في التكنولوجيا. في المستقبل، ستكون أبراج تخزين المعادن أكثر ذكاءً، مع وظائف مثل مراقبة المخزون في الوقت الفعلي، وإعادة التعبئة التلقائية للمخزون، والتخطيط الذكي، ما يربطها ارتباطًا وثيقًا بآلات قص الليزر لتشكيل نظام إنتاج آلي بالكامل.
على مدار 29 عامًا، نمت شركة تيانشن لليزر بسرعة في صناعة الليزر، وامتد نشاطها التجاري إلى أكثر من 100 دولة ومنطقة حول العالم. وفي ظل موجة ترقية ورش العمل الخاصة بقطع الليزر، ستواصل الشركة الاستفادة من خبرتها الواسعة وتكنولوجياتها المتطورة ومنتجاتها عالية الجودة لمساعدة العملاء العالميين على تحقيق تطوير عالٍ الكفاءة ومرن لأبراج التخزين المعدنية، مما يخلق قيمة أكبر للتنمية المستدامة للشركات.