
في مجال التصنيع الصناعي، تُعد المواد المعدنية ذات السماكة من 1 إلى 50 مم من بين النطاقات الأكثر استخدامًا على نطاق واسع. فمن قطع آلات الزراعة ومكونات السيارات إلى هياكل الآلات الثقيلة والمقاطع المستخدمة في البناء، تغطي هذه المواد تقريبًا جميع السيناريوهات الأساسية لتصنيع المعدات. ومع ذلك، ظلت معالجة المعادن في هذا النطاق من السماكة تعاني منذ فترة طويلة من مشكلتين رئيسيتين: "صعوبة التوفيق بين الدقة والكفاءة" و"الصعوبة في التوفيق بين التكلفة والجودة". إذ يميل القطع بالبلازما التقليدي إلى التسبب في قطع خشنة وفي تشوه حراري عند معالجة المعادن السميكة فوق 20 مم، بينما يواجه القطع الميكانيكي صعوبات في تلبية الاحتياجات المرنة عند التحول بين المواد الرقيقة والسماكات من 1 إلى 50 مم، إضافة إلى ارتفاع معدل فقدان المواد الاستهلاكية. وقد ظهور ماكينات القطع الليزرية بالألياف، ولا سيما المنتجات من السلسلة التي أطلقتها شركة Tianchen Laser، التي توفر حلاً مثاليًا لمعالجة المواد المعدنية من 1 إلى 50 مم.
1. المشكلات الأساسية في معالجة المواد المعدنية بسمك 1-50 مم وملاءمة قطع الليزر
تتميز متطلبات معالجة المواد المعدنية بسمك 1-50 مم بـ"مجال واسع وسيناريوهات متنوعة": فالألواح المعدنية الرقيقة بسمك 1 مم تتطلب دقة قطع تُقاس بالمايكرون، في المقابل تتطلب الألواح السميكة من الفولاذ الكربوني والفولاذ المقاوم للصدأ بسمك يصل إلى 50 مم قدرة قطع كافية واستقرار عالٍ. وتكون عيوب طرق المعالجة التقليدية واضنة بشكل خاص في هذا المدى:
- القطع بالبلازما: على الرغم من أنه يمكنه قطع المعادن السميكة فوق 30 مم، إلا أن درجات الحرارة العالية تؤدي إلى أكسدة وتشويه حواف المعدن، مما يستدعي عملية طحن ثانوية لاحقة، ما يزيد من تكلفة العمليات؛
- القطع الميكانيكي بالمنشار: عند معالجة المعادن الرقيقة بسمك 1-10 مم، يصبح المعدن عرضة للانحناء بسبب الضغط الزائد، كما أن تكلفة الوقت المستغرق في تغيير الأدوات تقلل من الكفاءة العامة
- قطع بخراطيم المياه: على الرغم من أنه يمكنه التوفيق بين الدقة والسماكة، إلا أن المعدات ذات تكاليف تشغيل عالية وسرعة بطيئة، مما يجعل من الصعب التكيف مع احتياجات الإنتاج الضخم.
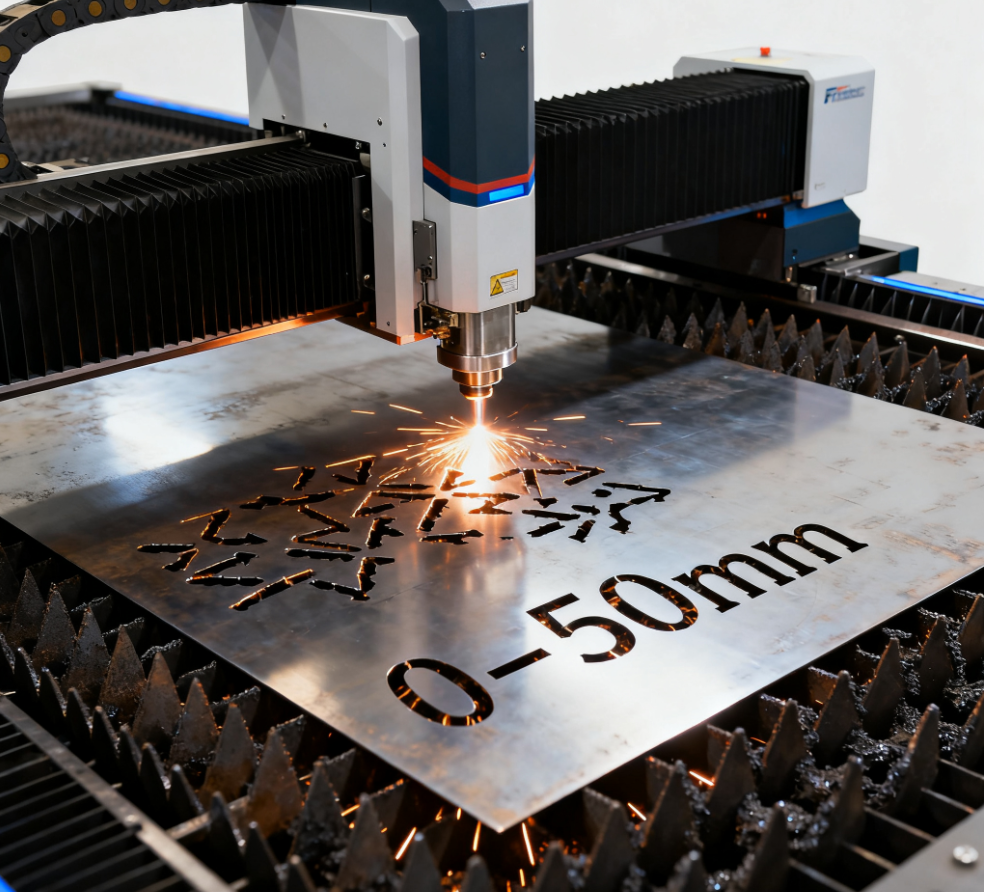
على العكس، تُعد تقنية القطع بالليزر الليفي، بفضل ميزة "القطع البارد" الخاصة بها، قادرة على تجنب التشوه الحراري بشكل فعال، وتصل دقتها في القطع إلى ±0.03 مم، وسرعتها في القطع تتراوح بين 2 إلى 3 أضعاف السرعة الخاصة بالطرق التقليدية. والأهم من ذلك، أن آلات القطع بالليزر الليفي يمكنها التكيّف بمرن مع المواد المعدنية ذات السماكات المختلفة من 1 إلى 50 مم (مثل الفولاذ الكربوني، والفولاذ المقاوم للصدأ، وسبائك الألومنيوم، إلخ) من خلال تعديل المعايير، دون الحاجة إلى استبدال المعدات أو الملحقات بشكل متكرر، ما يحل مشكلة "المدى" في المعالجة التقليدية بشكل مثالي. وبصفتها شركة تعمل بشكل عميق في مجال معدات الليزر منذ 29 عامًا، فإن منتجات شركة Tianchen Laser تكون أكثر تخصصًا في التكيف مع معالجة المعادن من 1 إلى 50 مم.
2. آلات تيانشن للقطع بالليزر الليفي: المزايا التقنية لمعالجة المعادن من 1 إلى 50 مم
تأسست تيانشين ليزر في عام 1995، وتركز دائمًا على البحث والتطوير وتصنيع المعدات الذكية بالليزر. تبلغ الطاقة الإنتاجية السنوية لمنتجاتها الأساسية أكثر من 10,000 وحدة، وتمتد أعمالها لتشمل أكثر من 100 دولة ومنطقة حول العالم. بالنسبة لمعالجة المواد المعدنية بسماكة من 1 إلى 50 مم، حققت سلسلة آلات القطع بالليزر الليفي مزايا متمايزة من خلال الابتكار التكنولوجي:
- سلسلة منتجات كاملة تغطي احتياجات السماكات المختلفة : تمتلك شركة Tianchen Laser خط إنتاج كامل يشمل سلسلة P، وسلسلة FB، وسلسلة TM، وسلسلة FS، والتي يمكن أن تتطابق بدقة مع سيناريوهات المعالجة المعدنية من 1 إلى 50 مم. على سبيل المثال، نموذج NS3015، باعتباره خيارًا اقتصاديًا، مناسب للمعالجة الجماعية للمعادن الرقيقة والمتوسطة من 1 إلى 20 مم، ويوازن بين الجودة والتكلفة؛ أما نموذج PM3015 فهو مزود بتقنية قطع الليزر المتقدمة، التي تعزز كفاءة قطع المعادن السميكة من 20 إلى 50 مم ويمكنها زيادة سرعة قطع الفولاذ الكربوني بسمك 50 مم إلى 1.5 مرة مقارنة بالمعدات التقليدية؛ كما يمكن لماكينة القطع بالليزر ذات التنسيق الكبير FB12525 معالجة القطع المعدنية الكبيرة من 1 إلى 50 مم، لتلبية احتياجات المعالجة الواسعة النطاق في صناعتي الآلات الثقيلة والإنشاءات.
- التقنيات الأساسية التي تضمن الدقة والاستقرار : تحتوي ماكينات قطع الألياف الليزرية من تيانشين على نظام متابعة خدمي ووظيفة تجاوز المشبك الأمامي. يمكن للنظام الأول التكيّف في الوقت الفعلي مع ارتفاع القطع للمواد المعدنية بسمك يتراوح بين 1-50 مم ذات السُمك المختلف، مما يمنع انحرافات القطع الناتجة عن تقلبات سُمك المادة؛ أما الوظيفة الثانية فتقلل من هدر المواد، خاصة عند معالجة لفائف المعادن الرقيقة بسُمك 1-5 مم، ما يزيد من كفاءة استخدام المواد بنسبة تزيد عن 10%. علاوةً على ذلك، تعتمد المعدات على مكونات أساسية مستوردة أصلية، وتُدمج مع معدات اختبار عالية الدقة مثل مقياس التداخل الليزري وقضيب الكرة، مما يضمن دقة القطع المستقرة على المدى الطويل لكل ماكينة.
- قدرات التسليم الفعّالة والتخصيص : بالاعتماد على قاعدة تصنيع ذكية، يمكن لشركة تيانشين للليزر تحقيق إنتاج سريع وتسليم معدات معالجة المعادن بسماكة 1-50 مم، وتقليل دورة التسليم للطرازات التقليدية إلى 7-15 يومًا؛ وفي الوقت نفسه، بالنسبة للصناعات الخاصة (مثل معالجة السبائك الخاصة سماكة 10-30 مم لأجزاء الطيران والفضاء)، يمكنها توفير حلول مخصصة، وتعديل معايير مثل قوة الليزر ومسار القطع لتلبية الاحتياجات الشخصية.
3. تطبيقات ممارسات آلات قطع الليزر الليفية من تيانشين في معالجة المعادن بسماكة 1-50 مم عبر الصناعات
نظرًا لقدرتها على التكيف مع المواد المعدنية بسماكة 1-50 مم، فقد تم استخدام آلات تيانشين لقطع الألياف بالليزر على نطاق واسع في أربع صناعات أساسية لحل مشكلات المعالجة العملية:
- صناعة المachinery الزراعية : تُستخدم الهياكل المعدنية وأجزاء البذّارة في الآلات الزراعية بشكل كبير الصلب الكربوني بسماكة 10-30 مم. ويمكن لآلة تيانشين NS3015 لقطع الألياف بالليزر تحقيق قطع عالي الدقة، ولا تحتاج الشقوق إلى معالجة ثانوية، بل تلبي احتياجات اللحام مباشرة، ما يزيد الكفاءة الإنتاجية بنسبة 30٪؛
- صناعة تصنيع السيارات : تستخدم مكونات هيكل السيارات وأنابيب العادم الفولاذ المقاوم للصدأ وسبائك الألومنيوم بسماكة 5-25 مم. يمكن لقدرة القطع العالية للنموذج PM3015 من تيانشين أن تحقق معالة جماعية لأكثر من 500 قطعة يوميًا، مع حواف قطع ناعجة، مما يقلل تكاليف الت pulishing اللاحقة؛
- صناعة الآلات الثقيلة : تكون أذراع الحفارات والرافعات في الغالب لوحات فولاذية بسماكة 30-50 مم. يمكن لجهاز تيانشين FB12525 لقطع الليزر الليفي بتنسيق كبير أن يكمل قص القطع الكبيرة دفعة واحدة، ويتجنب الأخطاء الدقيقة الناتجة عن المعالة الجزئية، ويزيد معدل التصنيف إلى 99.5٪؛
- صناعة البناء : تستخدم هياكل الصلب في البناء والجدران الستارية عوارض معدنية بسماكة 15-40 مم. يمكن لآلة قص الليزر الليفي من تيانشين تنفيذ قص أشكال معقدة، مما يجعلها متوافقة مع التصميم الشخصي للمباني الحديثة، مع تلبية المتطلبات الهيكلية مثل مقاومة الضغط الناتج عن الرياح والقدرة على تحمل الأحمال.
4. الأسباب الأساسية لاختيار آلات قص الليزر الليفي من تيانشين للمواد المعدنية بسماكة 1-50 مم
بالنسبة للشركات التي تحتاج إلى معالقة مواد معدنية بسماكة 1-50 مم، فإن اختيار آلات قص الليزر الليفي من تيانشين يعني بالأساس اختيار حلاً معالجة "مستقرة وفعالة ومنخفضة التكلفة":
- ضمان الجودة : تيانشين ليزر هي مؤسسة وطنية للتقنيات العالية تمتلك أكثر من 20 حقوق براءة اختراع وبراءات برمجيات. منتجاتها حاصلة على شهادة نظام إدارة الجودة ISO9001، وفازت بجوائز إقليمية ووطنية لسنوات عديدة. وقد تم الت_verified سمعتها في الجودة من قبل السوق على مدى 29 عامًا;
- شبكة الخدمات العالمية : مع تغطية الأعمال لأكثر من 100 دولة ومنطقة، تمتلك شركة تيانشين لليزر مراكز خدمة ما بعد البيع في الأسواق الرئيسية، وتقدم دعماً فنياً على مدار 24 ساعة. سواء كان الأمر يتعلق بتركيب المعدات وتشغيلها أو بتحسين معلمات المعالجة من 1 إلى 50 مم، يمكنها الاستجابة بسرعة؛
- ميزة التكلفة : من خلال الإنتاج الواسع النطاق والبحث والتطوير المستقل، تقوم تيانشين لليزر بتخفيض تكاليف شراء المعدات. وفي الوقت نفسه، فإن استهلاك طاقة قطع الليزر لا يتجاوز ثلث استهلاك قطع البلازما، مما يمكن من توفير الكثير من تكاليف التشغيل على المدى الطويل، وهو ما يجعلها مناسبة بشكل خاص لسيناريوهات المعالجة الجماعية للمعادن من 1 إلى 50 مم.
في الختام، في مجال معالجة المواد المعدنية من 1 إلى 50 مم، أصبحت ماكينات القطع الليزرية بألياف تيانشين الخيار المثالي للشركات لتحسين كفاءة المعالجة وتقليل التكاليف، وذلك بفضل مزايا "تغطية السلسلة الكاملة، والاستقرار العالي في الدقة، والتكيف مع قطاعات صناعية متعددة". سواء كان الأمر يتعلق بالإنتاج الضخم للشركات الصغيرة والمتوسطة أو الاحتياجات المخصصة للشركات الكبيرة، يمكن لشركة تيانشين ليزر توفير حلول مناسبة للمساعدة في ترقية التصنيع الصناعي.
جدول المحتويات
- 1. المشكلات الأساسية في معالجة المواد المعدنية بسمك 1-50 مم وملاءمة قطع الليزر
- 2. آلات تيانشن للقطع بالليزر الليفي: المزايا التقنية لمعالجة المعادن من 1 إلى 50 مم
- 3. تطبيقات ممارسات آلات قطع الليزر الليفية من تيانشين في معالجة المعادن بسماكة 1-50 مم عبر الصناعات
- 4. الأسباب الأساسية لاختيار آلات قص الليزر الليفي من تيانشين للمواد المعدنية بسماكة 1-50 مم